Wednesday, February 27, 2013
Jatoh, dudukan GoPro Patah
Ngikutin si Angga Asa (juara UKDI Cikole 2012 kelas beginer) lewat jalur koboy cross trus jatoh di bagian pre-wed. Pas jatoh posisi pantat ngedudukin GoPro. Akibatnya dudukannya patah dan GoPronya jatoh ke semak-semak.. setelah nyari-nyari selama 4 menit, akhirnya ketemu juga GoPronya -__- untung ga ilang..
shot: GoPro HD Hero
rider: @gopalgopel
bike: Adrenaline FR 1.0
white shirt: Angga Asa (banshee chaparral)
place: Cikole West Java
date: 24-6-2012
Tuesday, February 26, 2013
Tips Skripsi, Thesis, Dissertation
Skripsi - tugas akhir S1 - , ataupun Thesis - tugas akhir S2 - HARUS selesai dalam waktu 4(empat) bulan karena 2(dua) bulan diperlukan untuk ujian, revisi, dan proses yudisium. Sifatnya sedikit berbeda. Untuk S1 tidak perlu ide baru (walau ide baru tidak dilarang, tetapi tidak harus) dan tidak diharuskan ada analisis yang mendalam.Selama ada desain hardware/software, ada prototipe hardware/software, ada pengujian (testing), dan ada kesimpulan. Untuk S2 diperlukan analisis yang lebih mendalam dan ada sedikit ide (tidak harus baru juga).
Dissertation (ini istilah USA utk tugas akhir S3, di UK tugas akhir S3 disebut Thesis sedangkan S2 disebut dissertation). Saya cenderung mengadopsi istilah UK, karena mahasiswa S3 diharuskan mempunyai pendapat (thesis) tentang sesuatu hal dan kemudian membuktikan/menguji pendapatnya dengan mambangun prototipe hardware/software. Mahasiswa S3 harus mempunyai ide baru atau memingrasikan ide X untuk problem Y menjadi ide X untuk problem Z. Misalnya konsep virus dalam ilmu biologi diterapkan pada konsep virus dalam ilmu komputer. Disseration S3 harus selesai dalam waktu 3(tiga) tahun.
Skripsi, thesis, dan dissertation adalah proyek, karena itu diperlukan manajemen proyek. Dalam manajemen proyek, kita kenal segitiga proyek : scope (batasan masalah) , cost (biaya) , schedule (jadwal). Ketiga hal ini membentuk quality (kualitas).Dalam tugas akhir kita melakukan trade-off antara scope, cost, dan schedule. Bila schedule molor (ada keterlambatan) maka pasti berimplikasi pada cost (misalnya SPP yang harus dibayar). Karena itu, scope harus jelas sebelum kita mulai. Kejelasan ini dapat didukung dengan membaca banyak paper ilmiah jurnal (karen jurnal memuat paper yang telah direview oleh para pakar) dan yang diterbitkan belum lama lalu (masih baru) agar kita tidak terjerumus pada reinventing the wheel, melakukan penelitian S3 yang sudah bukan merupakan problem penelitian lagi. Artinya, pertanyaan riset kita telah lama terjawab.
Kondisi terburuk adalah bila kita menunda-nunda selesainya tugas akhir dengan harapan dengan bertambahnya waktu kita dapat ide yang lebih baik yang dapat meningkatkan kualitas tugas akhir kita. Di beberapa program studi dan perguruan tinggi, tugas akhir yang selesai tetapi waktunya molor, tidak mungkin memperoleh A, walau bagus sekali kualitasnya, karena melanggar kendala waktu. Lebih parah lagi, bila sudah ditunda penyelesaiannya, tugas akhir kita tetap saja jelek kualitasnya
Kebiasaan menunda-nunda ini disebut procrastination. Procrastination adalah musuh produktivitas.
Pekerjaan tugas akhir bukanlah magnum opus, bahkan pekerjaan S3 sekalipun. Kita tidak mencari greatness (kehebatan) tetapi completeness (kelengkapan). Mahasiswa hanya diharuskan menunjukkan kompetensi untuk melakukan riset dan menerapkan metodologi riset yang tepat untuk judul yang ia pilih. Tidak pernah ada tugas akhir yang menyelesaikan persoalan dunia. yang ada adalah menyelesaikan satu persoalan kecil dan memunculkan persoalan-persoalan baru lainnya. persoalan-persoalan baru sebagai produk samping penelitian S3 tertuang dalam SARAN (Future Works).
Prinsip 1:
Do not get it perfect, get it done
— Jangan menulis skripis/thesis/disertasi yang sempurna, selesaikan saja!
Prinsip 1 adalah akibat dari
Sifat 1 :
A thesis must have a flaw
— setiap thesis (skripsi, disertasi juga termasuk) pasti memuat kekurangan.
Hanya kitab suci (misalnya Al-Qur’an) yang tidak mengandung kesalahan — Wa lam yaj’alahu ‘iwajan
—He has not made therein any crookedness (QS 18:1)
Mereka yang menganggap tugas akhirnya akan merupakann magnum opus, biasanya malah tidak segera selesai dan terancam drop-out. Mungkin karena mereka akan menulis ‘kitab suci’ maka Tuhan tdk pernah menolongnya. Mana mungkin Tuhan menolong ‘kompetitornya’?
Tugas akhir harus diawali dengan rencana (proposal) dan rute menuju tercapainya rencana. Kita juga harus tahu kapan berhenti (selesai).
Disertasi S3 haruslah memuat sesuatu yang baru bagi semua orang (new to everyone). Ini adalah hasil riset primer (primary research). Untuk memperoleh sesuatu yang baru bagi semua orang, mahasiswa S3 perlu melakukan riset sekunder (secondary research) untuk memperoleh sesuatu yang bersifat baru untuk dirinya (new to you). “New to you” diperlukan untuk memperoleh pengetahuan yang cukup mengenai topik penelitiannya.
Mengapa kita perlu membaca literatur (untuk mahasiswa S2/S3 dilarang membaca textbook. Bacalah paper dari jurnal internasional bereputasi atau jurnal nasional terakreditasi. Textbook berisi informasi yang sudah usang bagi riset)?
(1) menguasai literatur - misalnya paper terbaru tahun berapa, terbit di mana, idenya apa?
(2) memetakan komunitas - misalnya kelompok-kelompok riset di mana saja yang melakukan riset, apa perbedaan metodenya, apa keunggulan dan keterbatasan masing-masing.
(3) mengidentifikasi ceruk riset kita - apa kekhasan riset kita dan bagaimana posisinya dalam komunitas riset, utk mengetahui kontribusi kita
Disertasi S3 adalah suatu bukti kompetensi riset mhs S3:
(1) penguasaan tentang topik penelitiannya
(2) kedalaman riset
(3) penghargaan atas disiplin ilmunya
(4) kemampuan meneliti secara mandiri (independent research)
(5) kemampuan mengkomunikasikan hasil-hasil penelitian dan kaitannya dengan peneliti lain di bidangnya
Jadi disertasi S3 bukanlah magnum opus (sutau proyek penelitian yang hebat yang berakhir pada puncak kerja hebat), tetapi disertasi S3 adalah bukti kompetensi dan profesinalisme, bukan kehebatan!
Mhs S3 harus banyak membaca, menulis, mengelola bibliografi, mempublikasikan, berdiskusi dg pembimbing (promotor/kopromotor), membuat backup pekerjaannya, membaca disertasi di bidangnya dari hal 1 hingga halaman terakhir.
Mhs S3 harus mampu menunjukkan:
Perbedaan antara tahapan-tahapan riset S3 dapat dilukiskan sebagai berikut:
Mahasiswa S3 Tahun Pertama :
(1) mengetahui bidang penelitiannya
(2) membaca referensi untuk mengetahui apa yang telah diketahui orang (komunitas risetnya)
(3) melakukan survey, koleksi data/fakta, dan membuat laporan
(4) memikirkan bagaimana mengorganisir sumber-sumber/bahan penelitian
Mahasiswa S3 Tahun Kedua :
(1) mengetahui topik penelitiannya
(2) mengorganisir informasi
(3) memikirkan bagaimana mengidentifikasikan research questions (pertanyaan-pertanyaan riset)
Mahasiswa S3 Tahun Ketiga :
(1) mengetahui permasalahn yang ia teliti
(2) memilih informasi yang relevan
(3)memikirkan apa yang sudah disebutkan dalam research questions
Mahasiswa S3 Tahun Keempat (menjelang lulus) :
(1) memiliki research evidence (data-data pendukung thesisnya)
(2) membaca referensi untuk mengetahui apa yang belum diketahui orang
(3) mengevaluasi dan memilih informasi
(4) memikirkan tentang apa yang belum dilakukan orang lain berkaitan dengan reserach questions yang dia angkat.
Mhs S3 harus mampu menunjukkan
(1) memposisikan research question dalam peta bidang ilmunya
(2) penguasaan istilah akademik bidang ilmunya
Penulis : Abdullah Paimin, Siti Nurjannah Paijem, dan Maria Magdalena Painem
Judul : Implementasi Jaringan Sensor Nirkabel Berbasis Mikrokontroller dan Zigbee
Tahun Terbit ; 2008
Diteritkan di : Proceedings Seminar Nasional Teknologi Informasi
maka di daftar pustka ditulis
Paimin, A., Paijem, S.N., dan Painem, M.M., 2008 : Implementasi Jaringan Sensor Nirkabel Berbasis Mikrokontroller dan Zigbee, Proc. Seminar Nasinoal Teknologi Informasi.
kemudian dirujuk dengan cara (Paimin et.al, 2008) atau (Paimin, Paijem dan Painem, 2008)
Bila perujukannya menggunakan angka, maka disusun urut kronologi perujukan. Di daftar pustaka,
[3] Paimin, A., Paijem, S.N., dan Painem, M.M., 2008 : Implementasi Jaringan Sensor Nirkabel Berbasis Mikrokontroller dan Zigbee, Proc. Seminar Nasinoal Teknologi Informasi.
dan dirujuk dengan cara, misalnya, menurut [3]….dst
(3) Penguasaan literatur yang terkait
Mulailah dengan membaca paper “review” atau “survey”, misalnya search di Google : “wireless sensor network a survey pdf”, maka kita akan menemukan paper yang merangkum penelitian di bidang wireless sensor networks, wireless sensors and actor networks, wireless multimedia sensor networks, dsb. Peran survey paper atau review paper sangat besar karena menghemat waktu kita. Dari pada mencarti sendiri masing-masing paper (yang mungkin berjumlah ratusan), kita cukup membaca rngkumannya (tentu saja dengan tetap bersikap kritis) yang telah ditulis para peneliti kaliber dunia (biasanya review paper atau survey paper ditulis atas “undangan” journal penerbitnya dan biasanya dipilih tokoh dunia di bidang itu).
Karena mayoritas literatur ditulis dalam bahasa Inggris, maka TOEFL/IELTS merupakan syarat bagi banyak program S3. Sedikit sekali mhs S3 yang bisa survived dengan TOEFL ’seadanya’. Cara mempelajari bhs Inggris adalah denga memperhatikan pola-pola dan memperhatikan bagaimana orang Inggris menggunakan kata-kata bhs Inggris.
(4) Metodologi riset
bidang yang berbeda mengadopsi metodologi riset yang berbeda. Bahkan dalam keluarga Computing Curricula 2008 (Computer Science, Computer Engineering, Software Engineering, Information Systems, dan Information Technology) pun berbeda-beda, walau satu keluarga. Mhs S3 harus menguasai betul metodologi riset di bidangnya : apa yang dianggap sbg data, bukti riset, bgmn data dianalisis, dsb. serta mampu mengkritisi pendekatan tersebut terkait dengan keunggulan dana kelemahannya.
(5) Penguasaan teori dibidangnya
Teori sebaiknya diperoleh dari paper, bukan dari textbook. Sebuah thesis/disertasi bukan sebuah produk jadi. Kalau dalam pekerjaan S3 diperlukan menulis software atau menyusun hardware, maka software dan hadware tersebut ‘hanya’ diperlukan untuk membuktikan pendapat (thesis) mhs S3. Mhs S3 adalah researcher, bukan developer. Tidak ada gunanya menyusun software/hardware yang memnuhi kualitas industri, cukup prototype saja.
(6) Kedewasaan akademik (academic maturity)
Promotor/ko-promotor hanyalah memberi masukan. Setelah itu, terserah mhs S3 sendiri. Promotor/ko-promotor tdk bertugas mengkoreksi salah ketik, mereka hanya ada untuk mengkritisi posisi disertasi apakah sudah layak uji atau belum. Disertasi adalah pekerjaan independen mhs S3, karena itu diperlukan kedewasaan akademik. Ketika saya ujian Ph.D, maka saya hanya menghadapi penguji internal, dan penguji eksternal. Supervisor saya tdk ada di ruang ujian, bahkan tidak menandatangani Thesis S3 saya. Di UGM, seorang promovednus harus berhadapan dengan 9 (sembilan) orang penguji. Di UK, ujian S3 dinamakan Ph.D Viva.
Sebuah proposal untuk penelitian S3 harus pula memenuhi syarat “doability” (dapat diselesaikan) dalam waktu 3 (tiga) tahun. Sebuah proposal yang memuat pertanyaan riset yang layak untuk pekerjaan S3 tetapi tidak dapat diselesaikan dalam waktu 3 tahun, bukanlah sebuah proposal yang baik. Isi proposal, selain pertanyaan riset, juga harus memuat jadwal pengerjaan (biasanya dikemukakan dalam bentuk Gantt Chart), serta metodologi penelitiannya (biasanya dikemukakan dalam bentuk flowchart).
Dissertation (ini istilah USA utk tugas akhir S3, di UK tugas akhir S3 disebut Thesis sedangkan S2 disebut dissertation). Saya cenderung mengadopsi istilah UK, karena mahasiswa S3 diharuskan mempunyai pendapat (thesis) tentang sesuatu hal dan kemudian membuktikan/menguji pendapatnya dengan mambangun prototipe hardware/software. Mahasiswa S3 harus mempunyai ide baru atau memingrasikan ide X untuk problem Y menjadi ide X untuk problem Z. Misalnya konsep virus dalam ilmu biologi diterapkan pada konsep virus dalam ilmu komputer. Disseration S3 harus selesai dalam waktu 3(tiga) tahun.
Skripsi, thesis, dan dissertation adalah proyek, karena itu diperlukan manajemen proyek. Dalam manajemen proyek, kita kenal segitiga proyek : scope (batasan masalah) , cost (biaya) , schedule (jadwal). Ketiga hal ini membentuk quality (kualitas).Dalam tugas akhir kita melakukan trade-off antara scope, cost, dan schedule. Bila schedule molor (ada keterlambatan) maka pasti berimplikasi pada cost (misalnya SPP yang harus dibayar). Karena itu, scope harus jelas sebelum kita mulai. Kejelasan ini dapat didukung dengan membaca banyak paper ilmiah jurnal (karen jurnal memuat paper yang telah direview oleh para pakar) dan yang diterbitkan belum lama lalu (masih baru) agar kita tidak terjerumus pada reinventing the wheel, melakukan penelitian S3 yang sudah bukan merupakan problem penelitian lagi. Artinya, pertanyaan riset kita telah lama terjawab.
Kondisi terburuk adalah bila kita menunda-nunda selesainya tugas akhir dengan harapan dengan bertambahnya waktu kita dapat ide yang lebih baik yang dapat meningkatkan kualitas tugas akhir kita. Di beberapa program studi dan perguruan tinggi, tugas akhir yang selesai tetapi waktunya molor, tidak mungkin memperoleh A, walau bagus sekali kualitasnya, karena melanggar kendala waktu. Lebih parah lagi, bila sudah ditunda penyelesaiannya, tugas akhir kita tetap saja jelek kualitasnya
Kebiasaan menunda-nunda ini disebut procrastination. Procrastination adalah musuh produktivitas.
Pekerjaan tugas akhir bukanlah magnum opus, bahkan pekerjaan S3 sekalipun. Kita tidak mencari greatness (kehebatan) tetapi completeness (kelengkapan). Mahasiswa hanya diharuskan menunjukkan kompetensi untuk melakukan riset dan menerapkan metodologi riset yang tepat untuk judul yang ia pilih. Tidak pernah ada tugas akhir yang menyelesaikan persoalan dunia. yang ada adalah menyelesaikan satu persoalan kecil dan memunculkan persoalan-persoalan baru lainnya. persoalan-persoalan baru sebagai produk samping penelitian S3 tertuang dalam SARAN (Future Works).
Prinsip 1:
Do not get it perfect, get it done
— Jangan menulis skripis/thesis/disertasi yang sempurna, selesaikan saja!
Prinsip 1 adalah akibat dari
Sifat 1 :
A thesis must have a flaw
— setiap thesis (skripsi, disertasi juga termasuk) pasti memuat kekurangan.
Hanya kitab suci (misalnya Al-Qur’an) yang tidak mengandung kesalahan — Wa lam yaj’alahu ‘iwajan
—He has not made therein any crookedness (QS 18:1)
Mereka yang menganggap tugas akhirnya akan merupakann magnum opus, biasanya malah tidak segera selesai dan terancam drop-out. Mungkin karena mereka akan menulis ‘kitab suci’ maka Tuhan tdk pernah menolongnya. Mana mungkin Tuhan menolong ‘kompetitornya’?
Tugas akhir harus diawali dengan rencana (proposal) dan rute menuju tercapainya rencana. Kita juga harus tahu kapan berhenti (selesai).
Disertasi S3 haruslah memuat sesuatu yang baru bagi semua orang (new to everyone). Ini adalah hasil riset primer (primary research). Untuk memperoleh sesuatu yang baru bagi semua orang, mahasiswa S3 perlu melakukan riset sekunder (secondary research) untuk memperoleh sesuatu yang bersifat baru untuk dirinya (new to you). “New to you” diperlukan untuk memperoleh pengetahuan yang cukup mengenai topik penelitiannya.
Mengapa kita perlu membaca literatur (untuk mahasiswa S2/S3 dilarang membaca textbook. Bacalah paper dari jurnal internasional bereputasi atau jurnal nasional terakreditasi. Textbook berisi informasi yang sudah usang bagi riset)?
(1) menguasai literatur - misalnya paper terbaru tahun berapa, terbit di mana, idenya apa?
(2) memetakan komunitas - misalnya kelompok-kelompok riset di mana saja yang melakukan riset, apa perbedaan metodenya, apa keunggulan dan keterbatasan masing-masing.
(3) mengidentifikasi ceruk riset kita - apa kekhasan riset kita dan bagaimana posisinya dalam komunitas riset, utk mengetahui kontribusi kita
Disertasi S3 adalah suatu bukti kompetensi riset mhs S3:
(1) penguasaan tentang topik penelitiannya
(2) kedalaman riset
(3) penghargaan atas disiplin ilmunya
(4) kemampuan meneliti secara mandiri (independent research)
(5) kemampuan mengkomunikasikan hasil-hasil penelitian dan kaitannya dengan peneliti lain di bidangnya
Jadi disertasi S3 bukanlah magnum opus (sutau proyek penelitian yang hebat yang berakhir pada puncak kerja hebat), tetapi disertasi S3 adalah bukti kompetensi dan profesinalisme, bukan kehebatan!
Mhs S3 harus banyak membaca, menulis, mengelola bibliografi, mempublikasikan, berdiskusi dg pembimbing (promotor/kopromotor), membuat backup pekerjaannya, membaca disertasi di bidangnya dari hal 1 hingga halaman terakhir.
Mhs S3 harus mampu menunjukkan:
- kemampuan mengenali dan memvalidasi masalah penelitian
- kemampuan berpikir secara orisinil, independen, dan kritis, serta kemampuan mengembangkan konsep teoritis
- pengetahuan tentang perkembangan terkahir di bidang risetnya dan bidang-bidang yang terkait.
- pemahaman tentang metodologi riset dan teknik riset yang relevan serta aplikasinya yang sesuai utk topik risetnya.
- kemampuan menganalisis dan mengevaluasi secara kritis penemuannya dan penemuan orang lain
- kemampuan merangkum, mendokumentasikan, melaporkan, dan melakukan refleksi atas perkembangan risetnya
- pemahaman yang luas tentang konteks risetnya pada tingkat nasional maupun internasional
Perbedaan antara tahapan-tahapan riset S3 dapat dilukiskan sebagai berikut:
Mahasiswa S3 Tahun Pertama :
(1) mengetahui bidang penelitiannya
(2) membaca referensi untuk mengetahui apa yang telah diketahui orang (komunitas risetnya)
(3) melakukan survey, koleksi data/fakta, dan membuat laporan
(4) memikirkan bagaimana mengorganisir sumber-sumber/bahan penelitian
Mahasiswa S3 Tahun Kedua :
(1) mengetahui topik penelitiannya
(2) mengorganisir informasi
(3) memikirkan bagaimana mengidentifikasikan research questions (pertanyaan-pertanyaan riset)
Mahasiswa S3 Tahun Ketiga :
(1) mengetahui permasalahn yang ia teliti
(2) memilih informasi yang relevan
(3)memikirkan apa yang sudah disebutkan dalam research questions
Mahasiswa S3 Tahun Keempat (menjelang lulus) :
(1) memiliki research evidence (data-data pendukung thesisnya)
(2) membaca referensi untuk mengetahui apa yang belum diketahui orang
(3) mengevaluasi dan memilih informasi
(4) memikirkan tentang apa yang belum dilakukan orang lain berkaitan dengan reserach questions yang dia angkat.
Mhs S3 harus mampu menunjukkan
(1) memposisikan research question dalam peta bidang ilmunya
- apa pentingnya research question tsb pada bidang ilmunya
- posisi research question dalam kaitannya dengan riset serupa yang dilakukan peneliti lain
- identifikasi dan kritik atas pendekatan/solusi alternatif
(2) penguasaan istilah akademik bidang ilmunya
- penggunaan istilah teknis secara benar
- menjamin bahwa tdk terjadi salah ketik, salah tanda titik, koma, titik-koma, penggunaan tata bahasa yang kurang benar dsb.
- menjamin kebenaran urutan penomoran tabel, gambar, listing program dsb. dan merujuknya secara benar di dalam teks disertasi (tidak boleh ada tabel, gambar, listing program yang tidak diberi nomor, atau sama sekali tidak dirujuk. Tidak boleh ada “seperti terlihat pada gambar di bawah ini”, tetapi sebaiknya “seperti terlihat pada gambar 3″)
- menjamin bahwa semua referensi dalam daftar pustka dirujuk pada teks disertasi dengan cara perujukan yang benar. Bila daftar pustaka urut abjad nama terakhir penulis pertama, maka perujukannya dengan cara menyebut nama terakhir semua penulis disertai tahun terbit atau dengan penggunaan et.al bila penulis lebih dari dua orang. Pada daftar pustaka tdk boleh ada et.al (semua penulis harus ditulis). Misalnya
Penulis : Abdullah Paimin, Siti Nurjannah Paijem, dan Maria Magdalena Painem
Judul : Implementasi Jaringan Sensor Nirkabel Berbasis Mikrokontroller dan Zigbee
Tahun Terbit ; 2008
Diteritkan di : Proceedings Seminar Nasional Teknologi Informasi
maka di daftar pustka ditulis
Paimin, A., Paijem, S.N., dan Painem, M.M., 2008 : Implementasi Jaringan Sensor Nirkabel Berbasis Mikrokontroller dan Zigbee, Proc. Seminar Nasinoal Teknologi Informasi.
kemudian dirujuk dengan cara (Paimin et.al, 2008) atau (Paimin, Paijem dan Painem, 2008)
Bila perujukannya menggunakan angka, maka disusun urut kronologi perujukan. Di daftar pustaka,
[3] Paimin, A., Paijem, S.N., dan Painem, M.M., 2008 : Implementasi Jaringan Sensor Nirkabel Berbasis Mikrokontroller dan Zigbee, Proc. Seminar Nasinoal Teknologi Informasi.
dan dirujuk dengan cara, misalnya, menurut [3]….dst
(3) Penguasaan literatur yang terkait
Mulailah dengan membaca paper “review” atau “survey”, misalnya search di Google : “wireless sensor network a survey pdf”, maka kita akan menemukan paper yang merangkum penelitian di bidang wireless sensor networks, wireless sensors and actor networks, wireless multimedia sensor networks, dsb. Peran survey paper atau review paper sangat besar karena menghemat waktu kita. Dari pada mencarti sendiri masing-masing paper (yang mungkin berjumlah ratusan), kita cukup membaca rngkumannya (tentu saja dengan tetap bersikap kritis) yang telah ditulis para peneliti kaliber dunia (biasanya review paper atau survey paper ditulis atas “undangan” journal penerbitnya dan biasanya dipilih tokoh dunia di bidang itu).
Karena mayoritas literatur ditulis dalam bahasa Inggris, maka TOEFL/IELTS merupakan syarat bagi banyak program S3. Sedikit sekali mhs S3 yang bisa survived dengan TOEFL ’seadanya’. Cara mempelajari bhs Inggris adalah denga memperhatikan pola-pola dan memperhatikan bagaimana orang Inggris menggunakan kata-kata bhs Inggris.
(4) Metodologi riset
bidang yang berbeda mengadopsi metodologi riset yang berbeda. Bahkan dalam keluarga Computing Curricula 2008 (Computer Science, Computer Engineering, Software Engineering, Information Systems, dan Information Technology) pun berbeda-beda, walau satu keluarga. Mhs S3 harus menguasai betul metodologi riset di bidangnya : apa yang dianggap sbg data, bukti riset, bgmn data dianalisis, dsb. serta mampu mengkritisi pendekatan tersebut terkait dengan keunggulan dana kelemahannya.
(5) Penguasaan teori dibidangnya
Teori sebaiknya diperoleh dari paper, bukan dari textbook. Sebuah thesis/disertasi bukan sebuah produk jadi. Kalau dalam pekerjaan S3 diperlukan menulis software atau menyusun hardware, maka software dan hadware tersebut ‘hanya’ diperlukan untuk membuktikan pendapat (thesis) mhs S3. Mhs S3 adalah researcher, bukan developer. Tidak ada gunanya menyusun software/hardware yang memnuhi kualitas industri, cukup prototype saja.
(6) Kedewasaan akademik (academic maturity)
Promotor/ko-promotor hanyalah memberi masukan. Setelah itu, terserah mhs S3 sendiri. Promotor/ko-promotor tdk bertugas mengkoreksi salah ketik, mereka hanya ada untuk mengkritisi posisi disertasi apakah sudah layak uji atau belum. Disertasi adalah pekerjaan independen mhs S3, karena itu diperlukan kedewasaan akademik. Ketika saya ujian Ph.D, maka saya hanya menghadapi penguji internal, dan penguji eksternal. Supervisor saya tdk ada di ruang ujian, bahkan tidak menandatangani Thesis S3 saya. Di UGM, seorang promovednus harus berhadapan dengan 9 (sembilan) orang penguji. Di UK, ujian S3 dinamakan Ph.D Viva.
Sebuah proposal untuk penelitian S3 harus pula memenuhi syarat “doability” (dapat diselesaikan) dalam waktu 3 (tiga) tahun. Sebuah proposal yang memuat pertanyaan riset yang layak untuk pekerjaan S3 tetapi tidak dapat diselesaikan dalam waktu 3 tahun, bukanlah sebuah proposal yang baik. Isi proposal, selain pertanyaan riset, juga harus memuat jadwal pengerjaan (biasanya dikemukakan dalam bentuk Gantt Chart), serta metodologi penelitiannya (biasanya dikemukakan dalam bentuk flowchart).
Friday, February 22, 2013
Just listen to what grumpy cat said

“Tidak akan bergeser kaki anak Adam (manusia) pada hari kiamat nanti di hadapan Rabbnya sampai ditanya tentang lima perkara: umurnya untuk apa dihabiskan, masa mudanya untuk apa dihabiskan, hartanya dari mana dia dapatkan dan dibelanjakan untuk apa harta tersebut, dan sudahkah beramal terhadap ilmu yang telah ia ketahui.” (HR. At Tirmidzi no. 2340)
Wednesday, February 13, 2013
How Poor We Are..
One day, a rich dad took his son on a trip. He wanted to show him how poor someone can be. They spent some time on the farm of a poor family. On the way back home, dad asked his son,
"did you see how poor they are ? What did you learn?"
Son replied ...
"We have one dog, they have four;
We have a pool, they have rivers;
We have lanterns at night, they have stars;
We buy foods, they grow their;
We have walls to protect us, they have friends;
We have encyclopedias, they have Quran"
Then he added "thanks dad for showing me how poor we are!" :)
"did you see how poor they are ? What did you learn?"
Son replied ...
"We have one dog, they have four;
We have a pool, they have rivers;
We have lanterns at night, they have stars;
We buy foods, they grow their;
We have walls to protect us, they have friends;
We have encyclopedias, they have Quran"
Then he added "thanks dad for showing me how poor we are!" :)
It's not about money that makes us rich,
it's about simplicity and having Allah in our lives
:)
Tuesday, February 5, 2013
Tahapan Membuat Bilah Katana
How To Make Your Own Katana Blade (Do It Yourself)
Bagaimana cara membuat bilah katana? sejauh ini, inilah yang saya dapat setelah mempelajari cara membuatnya dari youtube dan referensi lainnya.
Berikut ini gambaran umum katana dan istilah-istilah bagiannya:



Tahapan-tahapannya pembuatannya akan saya bagi dalam beberapa point berikut:
- Memilih material bilah katana
- Melakukan proses penempaan (forged)
- Melakukan proses pengerasan (hardening)
- Melakukan proses pengasahan dan polishing
- Membuat kelengkapan gagang (tsuka) dan sarungnya (saya) sekaligus merakitnya
Okei, kita mulai penjelasannya satu-satu
1. Memilih material bilah katana
Pada langkah ini, sesuai dengan post sebelumnya, ada banyak material baja yang sering digunakan untuk membuat senjata tajam, dari baja karbon hingga baja campuran yang tahan karat. Tapi khusus untuk membuat katana material yang biasa digunakan terbatas hanya pada high carbon steel atau baja karbon biasa tanpa campuran chrom dll dengan seri 10XX.
Kenapa yang dipilih adalah baja carbon seri 10XX? Baja karbon memungkinkan kita untuk melakukan heat treatment dengan peralatan yang sederhana atau bahkan kuno sekalian. Para perajin pisau di daerah pelosok Indonesia sudah membuktikannya. Di sisi yang lain, heat treatment atas stainless steel membutuhkan peralatan heat treating oven yang memadai, suhu yang tinggi, dan sangat ketat prosedurnnya untuk menghasilkan bilah yang baik (lihat posting sebelumnya mengenai tabel Heat Treatment). Dan jangan lupa, baja karbon menang di semua bidang dibanding stainless steel kecuali ketahanan terhadap karat. Terlebih lagi, harganya lebih murah. Secara kualitas, baja karbon seri ini bisa menghasilkan kekerasan dan ketajaman yang bagus dan tidak mudah tumpul. Semakin tinggi tingkat karbonnya maka akan semakin keras katana yang dihasilkan, tetapi mengandung resiko juga akan semakin getas (mudah patah). Walau baja seri 10XX mempunyai resiko sangat mudah berkarat, tetapi bisa diatasi dengan proses polishing diakhir.
Ada beberapa opsi seri material yang biasa dipilih menjadi bahan katana. Diantaranya adalah:
1. AISI 1095: ini yang paling umum digunakan untuk katana kualitas premium dimana tingkat karbon yang tinggi (0,95%) akan menjamin ketajaman dan kekerasan bilah. Dengan bahan ini penempaan katana bisa dilakukan pelipatan (folded) untuk menghasilkan alur cantik yang alami di katana seperti alur kayu.

Kenapa hanya material ini yag bisa dibuat seperti itu? karena proses folding akan membuat penempaan menjadi lama sehingga dapat menurunkan kadar karbon di baja (teroksidasi). Apabila kadar karbon awal sudah rendah, maka hasil folding akan membuat katana cantik tetapi tidak kuat.
2. AISI 1060: ini yang biasa digunakan untuk katana kelas menengah. Seri 1060 tidak terlalu keras seperti 1095 sehingga mudah dan cepat ditempanya tetapi relatif tidak disarankan untuk dilakukan folding. Ada blacksmith di jepang yang mengakali menggunakan material ini untuk melakukan pelipatan yaitu dengan mengguling-gulingkan hasil lipatan ke arang jerami yang sudah dibakar untuk menambah kandungan karbonnya.

3. AISI 1050: baja seri ini adalah termasuk baja lunak. Akibatnya apabila katana sering beradu dengan katana lainnya akan menjadi cepat tumpul dan mudah coak. Baja seri ini digunakan ketika WW2 dimana industri peralatan perang membutuhkan material yang murah dan cepat untuk ditempa.
4. Kombinasi antara 1095 dan yang lebih lunak (1060/1050): Nah ini yang oke, kenapa oke? karena baja 1095 akan memberikan kekerasan dan tingkat ketajaman yang bagus sedangkan baja yang lebih lunak akan memberikan nilai kelenturan dan tidak gampang patah. Biasanya baja yg lebih keras akan ditempatkan menjadi bagian yang tajamnya atau bagian luarnya dan baja yang lunak akan ditempatkan selain itu. Kita lihat kombinasi baja yg biasa dipakai oleh para blacksmith di jepang

2. Melakukan proses penempaan (forged)
Pada proses kedua ini ada tahapan yang perlu dilakukan secara benar untuk membuat baja yang anda pilih bisa ditempa dengan mudah dan materialnya merata
1. Annealing
Memanaskan baja sampai tahap kritikal (bisa diketahui dengan menempelkan magnet pada baja panas tersebut sampai magnet tidak menempel). Biasanya suhu kriktikal tiap baja karbon berbeda tapi berada di kisaran 700-800 derajat Celcius (lihat tabel pada postingan sebelumnya). Baja kembali dimasukkan ke dalam tungku, matikan tungku dan biarkan baja di dalamnya sampai keesokan hari. Baja dalam keadaan ter-aneal akan lebih empuk dibanding kondisi ter-normalisasi. Biasanya saat baja datang dari pabrik atau supplier kondisinya adalam keadaan ter-aneal. Artinya baja ada dalam kondisi cukup empuk untuk memungkinkan pengerjaan selanjutnya.
2. Normalizing
Memanaskan baja sampai tahap kritikal (bisa diketahui dengan menempelkan magnet pada baja panas tersebut sampai magnet tidak menempel) (lihat tabel pada postingan sebelumnya). Biasanya kemudian dilewatkan sedikit dengan kembali memasukkan baja tersebut ke dalam tungku sampai 10 detik, lalu baja dibiarkan mendingin sendiri sampai sama dengan suhu ruang. Normalizing adalah tahap mengurangi stress pada baja. Saat baja dikerjakan dia akan mengalami stress. Normalizing juga mengembalikan penyebaran mikrostruktur baja ke dalam keadaan yang merata, atau dalam kasus lain pembuatan baja karbon (tamahagane) secara tradisional, material mentah yang dihasilkan kandungan karbonnya sangat tidak rata sehingga perlu dilakukan normalizing.
Nah disinilah proses penempaan dan folding dilakukan. Proses ini dilakukan berkali-kali hingga bentuk dasar pedang terlihat. Prosedur yang biasanya dilakukan adalah dengan fokus ke proses pembentukan materialnya terlebih dahulu (folded, campuran bahan) baru setelah campuran materialnya dianggap selesai berlanjut ke penempaan untuk memanjangkan dan membentuk bentuk dasar katana. Perlu diingat bahwa proses folding dan pencampuran ini adalah optional, artinya bisa untuk tidak dilakukan dan langsung menuju penempaan sampai membentuk bentuk dasar katana. Suhu ketika penempaan pun perlu diperhatikan (lihat tabel pada postingan sebelumnya) yaitu sekitar 850-1050 derajat Celcius, lebih tinggi dari suhu kritikal.
Pada tahap folding, agar bisa menghasilkan alur cantik seperti pada gambar diawal, baja biasanya dilipat minimal sampai 10X. Artinya akan ada minimal 2^10 = 1024 lapisan yang terbentuk dan lapisan tersebut akan tampak ketika pengasahan dan polishing. Tiap selesai satu kali folding dilakukan, material kembali dinormalisasi lagi dengan dimasukan kembali ke tungku.



Sedangkan pada tahap pencampuran, tergantung ingin hasil yang seperti apa. Agar mudah untuk dijelaskan kita ambil contohnya adalah model kobuse *lihat gambar di bagian kombinasi sebelumnya. Pada model kobuse, awalnya hardsteel akan dibentuk huruf U dan nantinya softsteel akan dimasukan di celahnya. Setelah proses combining selesai, sama seperti ketika folding, material kembali dinormalisasi lagi dengan memasukannya kedalam tungku


Setelah proses folding dan atau pencampuran bahan selesai, saatnya memangjangkan dan membentuk bentuk dasar katana. diawali dengan menempanya sedikit-sedikit ke satu arah agar memanjangnya teratur ke satu arah tertentu. Apabila ketika pemanjangan material ikut melebar, putar material dan tempa dari arah sisi agar lebarnya kembali ke seharusnya. Apabila baja sudah dingin, panaskan kembali sampai suhu penempaan (lihat tabel pada postingan sebelumnya) dan ulangi terus penempaan hingga mencapai panjang yang sesuai. Sekali lagi, hati-hati proses penempaan yang terlalu lama akan menurunkan kadar karbon pada baja.



Setelah panjangnya dirasa cukup, saatnya membuat lengkungan pedang. Lengkungan pada katana diperlukan agar katana bisa langsung dipakai menyerang saat pertama dikeluarkan dari sarungnya. Sebetulnya tidak ada aturan baku harus seberapa lengkung, tapi biasanya swordsmith mengukur panjang lengannya sebagai jari-jari lalu diputar dengan bahunya sebagai pusat sumbu. Itu adalah simulasi release katana dari sarungnya, dan selengkung itulah katana biasanya dibuat.

proses membuat lengkungan ini biasanya dilakukan secara paralel dengan membentuk ujung (kissaki) dari katana

Ketika bentuk dasar katana sudah terlihat, sebetulnya proses penempaan sudah berakhir. Selanjutnya adalah proses hardening. Tetapi sebelum proses hardening, pedang harus dibuat bentuk lebih detailnya dengan diasah atau di-grinda (metode stock removal). Pembentukan detail contonya membentuk garis darah, pembedaan sisi yang akan ditajamkan dan sisi yang tidak, dan pembentukan bentuk gagang. Kenapa demikian? karena apabila sudah melewati proses hardening baja menjadi keras dan susah untuk disesuaikan lagi bentuknya
3. Melakukan proses pengerasan (hardening)
Proses hardening adalah proses mengeraskan baja dengan mencelupkannya ke dalam cairan pendingin semisal minyak atau air. Proses dilakukan dengan kembali memanaskan baja sampai ke tahap kritikal kemudian dengan cepat memasukkannya ke dalam cairan pendinginnya untuk membuat baja mengeras. Baja akan mencapai kekerasan maksimal setelah melalui proses ini.
Ada banyak treatment yang bisa dilakukan untuk proses hardening ini, kita lihat tabel di postingan sebelumnya lagi deh ya,

Derajat yang dibutuhkan setiap baja untuk mencapai tahap kritikal beda2. Itu sebabnya supplier bajanya biasanya menyediakan tabel hardening dan tempering untuk pengguna bajanya. Kita bisa saja melihat suhu dengan menjadikan warna sbagai patokan, atau menggunakan heat treating oven atau infrared thermometer, tapi semuanya itu sangat sulit dilakukan apalagi kalau alatnya nggak punya. Itu sebabnya banyak swordsmith menggunakan alat yang paling sederhana untuk menentukan suhu kritikal pada baja karbon, yaitu magnet.
Suhu yang nggak pas seperti di bawah kritikal akan menyebabkan pengerasan yang tidak maksimum dan tidak terkontrol hasilnya. Sementara suhu yang berlebih akan menyebabkan overheat di mana karbon akan menguap ke udara dan butiran baja akan mengembang nggak karuan dan menghasilkan baja yang lemah.
Memanaskan baja sebaiknya jangan terlalu cepat karena bajanya sendiri akan mengalami shock. Kita suka nggak tahu bahwa menerapkan panas kepada baja menyebabkan stress, jadi sebaiknya penerapan panas harus dalam prosedur yang terkontrol.
Artinya proses hardening ini adalah proses paling fatal dari keseluruhan proses. Kenapa? apabila hardening dilakukan ketika suhu baja belum mencapai suhu kritikal maka poses hardening tidak akan maximum. Sebaliknya apabila hardening dilakukan ketika suhunya melewati suhu kritikal akibatnya pedang anda bisa retak dan pecah dan anda harus mengulang proses dari awal kembali.
Nah itu penjelasan hardening pada baja secara umum. Lalu bagaimana dengan hardening pada katana? :D
Ternyata hardening pada katana menggunakan metode differensial hardening. Artinya akan ada bagian yang hardeningnya mencapai maxium tapi ada juga bagian yang hardeningnya tidak mencapai maximum. Kenapa perlu demikian?
Berbeda dengan pisau, katana mempunyai bilah yang panjang. Akibatnya resiko bilah patah di tengah menjadi sangat tinggi bila dibandingkan dengan pisau yang bilahnya pendek. Ini juga yang membuat bahan baja untuk pisau bisa menggunakan baja yg kandungan karbonnya sangat tinggi untuk menghasilkan tingkat ketajaman yang tinggi. Proses hardening pada pisau pun tidak ada istilah clay tempering. Biasanya langsung dipanaskan telanjang sampai suhu kritikal dan langsung didinginkan ke media pendinginnya. Beda dengan katana yang akan beresiko patah apabila menggunakan baja yang tingkat karbonnya terlalu tinggi dan proses hardening yang biasa.
Proses hardening maximum akan memberikan tingkat kekerasan dan keawetan ketajaman yang bagus pada pedang. Sisi buruknya bagian itu menjadi lebih getas (mudah pecah atau patah, tidak lentur). Hardening maximum ini diberikan ke sisi tajam katana agar slashing power dan keawetan ketajamannya sempurna. Sedangkan sisi yang tidak tajamnya akan dilakukan proses hardening yang tidak maximum (diinsulasi menggunakan sesuatu) untuk mempertahankan kelenturan pedang sehingga tidak mudah patah.
Loh bagaimana caranya? bukannya kedua sisi itu masih dalam satu pedang yang sama? masih dipanaskan berbarengan dan dicelup ke air berbarengan? betul!! Ternyata ada caranya yaitu menggunakan clay tempered. Ini teknik yang diturunkan secara turun temurun oleh swordsmith di jepang. Ini juga yang membedakan katana dengan pedang lain yang ada didunia. Ini juga yang membuat katana begitu spesial; ringan, tajam, dinamis, lentur, dan mempunya slashing power yang sempurna yang bisa menghasilkan perfect cut.

Tahapan dari diferential hardening ini adalah mengoleskan clay tipis ke sisi tajam katana dan mengoleskan clay tebal ke sisi lainnya. Caranya ada banyak, ada yang mengoleskan secara tebal terlebih dahulu kesemuanya baru menipiskan di sisi tajamnya, ada juga yang sebaliknya. Ada juga yang hanya menoleskan clay ke sisi tidak tajamnya saja dan sisi tajamnya dibiarkan telanjang. Tidak ada masalah yang mana cara yang dipilih, karena intinya ada bagian yang dihardening maximal dan ada bagian yang diinsulasi oleh sesuatu sehingga hardeningnya tidak maksimal dan baja tetap mempunyai tingkat kelenturan yang tinggi. Juga yang menjadi penentu ketebalan tersebut adalah bahan clay yang digunakan. Selain menentukan tingkat ketebalannya, bahan clay juga yang menentukan berapa lama katana dicelup di air saat proses hardeningnya. Inti dari clay ini adalah insulasi panas, artinya harus dipilih bahan yang mempunyai kapasitas kalor yang tinggi. Biasanya yang mudah terpikirkan dan mudah didapat adalah tanah liat bahan pembuat keramik :D











Tiap swordsmith mempunyai rahasia sendiri atas bahan clay yang mereka gunakan. ada yang cair, ada yang kental. ada yang menggunakan bahan satanit, ada yang menggunakan Hercules furnace cement, ada yang menggunakan tanah liat biasa. Tapi sekali lagi inti dari semuanya adalah nilai dari kapasitas kalornya. Dipilih clay yang kira-kira ketika proses hardening bisa menginsulasi panas yang cukup untuk bagian yang tidak tajam.
Setelah pengolesan clay selesai, katana lalu dipanaskan sampai suhu kritikalnya (jangan kelebihan!) (lihat tabel hardening) dan langsung dimasukan ke air kira-kira 3-9 detik (tergantung clay yang digunakan). Bagaimana cara mendeteksi suhunya agar tepat? selain menggunakan magnet, pada swordsmith jepang jaman dahulu biasa menggunakan indikator warna sebagai indikator suhu. Mereka biasanya mengangkat katana dari tungku apabila warna bajanya sudah seperti warna matahari ketika terbit. wow.


Pada gambar sebelumnya bisa kita lihat bahwa pengolesan clay ini juga ada polanya. Pada perbatasan sisi tajam dan sisi yang diinsulasi ada pola perbatasan yang sengaja dibentuk yang nantinya akan tampak jelas bagian yang dihardening (sisi tajam) dan yang diinsulasi (sisi lainnya) berupa alur yang biasa disebut hammon.




Mungkin banyak yang mengira kalau hammon ini adalah hasil asahan, padahal bukan. Hammon adalah pola tercipta dari proses differensial hardening yang polanya sesuai selera si pembuat pedang atau bisa juga sebagai ciri khas pola dari pedang yang dia ciptakan. Hammon adalah perbatasan antara bagian yang dihardening dan yang diinsulasi. Polanya ada yang wave, ada yang zigzag, ada yang rata, ada juga yang tidak beraturan. Itu semua terserah si pembuat pedang ketika mengoleskan clay.
4. Melakukan proses pengasahan dan polishing
Pada proses keempat ini bentuk dasar pedang sudah sangat terlihat. Tinggal mengasahnya dan mempolishnya.
Mengasah biasanya dilakukan menggunakan peralatan modern ataupun peralatan tradisional. Ada yang menggunakan grinda mesin sehingga prosesnya menjadi sangat cepat, tapi ada juga yang menggunakan hamplasan ataupun batu sungai dan diasah menggunakan tenaga tangan. Akan terlihat perbedaannya pada detail, bahwa yang mengasah menggunakan tangan walau lama, tapi katananya dibuat dengan penuh perhatian dan kehati-hatian yang tinggi. Tapi terlepas kekurangan dan kelebihan dari keduanya, proses mengasah dilakukan dengan menggosoknya ke satu arah saja, tidak bolak balik.





Sebetulnya pada proses pengasahan dan pe-polishan tradisional, ada beberapa jenis batu sungai khusus, dari yang paling kasar hingga yang paling halus yang secara tradisional dipakai oleh swordsmith di jepang. Hanya saja saya masih belum terlalu mengerti tentang itu jd saya skip saja :p Karena sederhananya untuk polishing menggunakan hamplasan pun bisa, tidak perlu ribet-ribet nyari batu di kali :))
oh iya, hati2 ketika melakukan polishing, tangan anda bisa jadi korban pedang anda sendiri apabila tidak hati-hati.
5. Membuat kelengkapan gagang (tsuka) dan sarungnya (saya) sekaligus merakitnya
Nah, pada bagian inipun variasi yang dihasilkan bisa sangat banyaaaaaak dan saya masih belum sempat mempelajarinya. Dari aneka bentuk tsuba, warna tali, jenis kayu untuk tsuka dan saya, ujung penjepit (lupa namanya apa), tapi kalau mau mencoba bikin sendiri sampai merakitnya semuanya bisa dilihat di video - video dibawah ini:
atau bisa dilihat disini, http://www.youtube.com/user/TheSamuraiWorkshop/videos
------------------------------------------------------------------------------------------------------------------
Sekian penjelasan cara membuat katana dari saya. Sekali lagi, mohon maaf karena yang saya fokuskan disini adalah pembuatan bladenya, sedangkan untuk perakitan katananya belum sempat saya pelajari lebih jauh hehe :D
semoga bermanfaat :)
Material Senjata Tajam
Berikut ini akan saya jabarkan penjelasan mengenai baja dan bahan-bahan lain yang umumnya dipakai untuk membuat senjata tajam berupa katana, pisau, dan lain-lain. Saya bukan ahli metalurgi, ahli tempa, ataupun pembuat senjata tajam. Saya kebetulan menggemari senjata tajam sehingga ikut mempelajari baja-baja senjata tajam dengan cara membaca.
Berikut beberapa sumber referensi tulisan ini:
Baja adalah logam paduan dengan kandungan utamanya adalah besi yang di padu dengan unsur karbon. Untuk bisa disebut baja, kandungan karbon tidak boleh kurang dari 0.2% dan tidak lebih dari 2.1%. Bila kandungan karbon kurang dari 0.2%, logam ini tidak bisa di harden (diperkeras dengan proses hardening/nyipuh). Bila kandungan karbon lebih dari 2.1% logam ini akan menjadi getas (gampang patah).
Aturan mengenai kandungan karbon diatas; dalam beberapa tahun terakhir telah tidak sesuai lagi. Beberapa tahun terakhir beberapa pabrik baja telah menemukan baja jenis baru sebagai contoh: baja H1 yang digunakan oleh beberapa perusahan pisau kandungan karbonnya adalah 0.15% (sebagian besar orang masih tidak menganggap H1 sebagai baja/steel, karena H1 dengan kandungan karbon serendah ini tidak bisa di harden). Begitu juga kandungan karbon dari baja ZDP189 yang 3.0%. CPM Rex 121 yang mempunyai kandungan karbon 3.4%.
*Satu hal yang harus diingat. Baja apapun yang digunakan sebuah pisau, yang paling penting adalah Proses Heat Treatment-nya (HT) (dari hardening sampai tempering). Sebagai contoh baja dengan bahan baja D2 yang tidak melalui proses HT atau tidak melalui proses HT yang benar akan menjadi kalah jauh kemampuannya dibanding baja D2 dengan HT yang benar.
Sederhananya, baja adalah besi dengan kandungan karbon di dalamnya. Campuran lainnya ditambahkan untuk membuat baja untuk mempunyai kemampuan yang lebih. Berikut adalah campuran penting dalam baja (termasuk karbon) sesuai urutan abjad, dan beberapa contoh baja yang berisi paduan tersebut:
Karbon: Hadir dalam semua baja, itu adalah unsur yang paling penting untuk proses hardening/pengerasan, juga meningkatkan kekuatan baja tetapi, semakin banyak kandungannya, ketangguhan baja akan semakin berkurang dan membuat getas/gampang patah.
Kromium: Ditambahkan untuk ketahanan aus, membantu proses hardening, dan (yang paling penting) untuk ketahanan karat. Sebuah baja dengan setidaknya 13% kromium biasanya dianggap baja tahan karat/stainless steel, meskipun definisi lain mengatakan baja harus memiliki minimal 11,5% kromium lepas (sebagai lawan yang diikat di karbida) dianggap "stainless". Meskipun namanya stainless steel, semua jenis baja ini dapat berkarat jika tidak dipelihara dengan baik. Menambahkan kromium dalam jumlah tinggi mengurangi ketangguhan. Kromium adalah karbida-mantan, yang karena itu meningkatkan ketahanan aus.
Mangan: Sebuah elemen penting. Mangan membantu memperbaiki struktur butir baja, dan memberikan kontribusi untuk proses pengerasan/hardening. Juga kekuatan & ketahanan aus. Meningkatkan kemampuan baja melawan proses oksidasi selama proses pembuatan baja. Hadir dalam hampir semua baja pisau kecuali untuk A2, L-6, dan CPM 420V.
Molibdenum: pembuat struktur karbida, mencegah kerapuhan & mempertahankan kekuatan baja pada suhu tinggi. Hadir dalam banyak baja, terutama pada baja yang mengeras dengan udara (misalnya, A2, ATS-34) selalu memiliki 1% atau lebih molibdenum - molibdenum adalah apa yang memberi mereka kemampuan baja mengeras di udara.
Nikel: Menambahkan ketangguhan. Hadir dalam L-6 dan AUS-6 dan AUS-8. Nikel secara luas diyakini memainkan peran dalam ketahanan karat juga.
Fosfor: Hadir dalam jumlah kecil di sebagian besar baja, fosfor adalah salah satu unsur yang mengurangi ketangguhan.
Silicon: Berkontribusi pada kekuatan. Seperti mangan, unsur ini memperbaiki struktur baja.
Sulfur/Belerang: Biasanya tidak diinginkan di sendok garpu baja, membuat baja mudah dibentuk, namun menurunkan ketangguhan.
Tungsten: Juga merupakan pembuat struktur karbida, sehingga meningkatkan ketahanan aus. Ketika dikombinasikan dengan baik dengan kromium atau molibdenum, tungsten akan membuat baja menjadi baja tahan panas (high Speed Steel). Baja M2 memiliki jumlah tungsten yang tinggi. Unsur ini merupakan pembuat struktur karbida terkuat setelah vanadium.
Vanadium: Berkontribusi untuk ketahanan aus dan pengerasan, dan sebagai pembuat karbida. Unsur ini memurnikan butiran baja, dan memberikan kontribusi untuk ketangguhan baja dan memungkinkan pisau untuk diasah sampai sangat tajam. Beberapa baja memiliki vanadium. khusus untuk M2, Vascowear, dan CPM T440V dan 420V (dalam urutan meningkatnya jumlah) memiliki kandungan Vanadium yang tinggi. Perbedaan terbesar antara baja BG-42 dengan ATS-34 adalah kandungan vanadium.
Kode dan tipe baja:
Menurut aturan SAE (Society of Automotive Engineers)
Menurut aturan AISI (American Iron and Steel Institute)
Sebetulnya baja adalah besi yang mempunyai kandungan karbon, jadi sebetulnya cukup disebut baja saja, dan yang tidak mengandung karbon, adalah besi biasa (iron). Berikut ini jenis-jenis Baja Karbon yang umum digunakan sebagai Bahan Pisau:
* D2
Baja ini termasuk hasil teknologi lama karena pertama kali muncul pada saat perang dunia II. Baja ini kadang-kadang disebut semi-stainless, karena mempunyai kandungan chromium yang tanggung (12%). Mempunyai kandungan karbon antara 1.50% sampai 1.60%, dan mempunyai daya tahan ketajaman yang tinggi.
* A2
Baja ini mempunyai kandungan karbon berkisar antara 0.95% sampai 1.05%, dan chromium berkisar antara 4.75% sampai 5.50%. Baja ini lebih tahan banting (ulet/tough) dibanding D2, akan tetapi mempunyai daya tahan ketajaman yang lebih rendah.
* O1
Baja ini mempunyai kandungan karbon berkisar antara 0.85% sampai 1.00%, dan kandungan chromium berkisar antara 0.40% sampai 0.60%. Merupakan Baja yang sangat baik, dan mempunyai daya tahan ketajaman yang cukup baik. Baja ini sangat mudah berkarat.
* W-2
Baja ini mempunyai kandungan karbon berkisar antara 085% sampai 1.50%, dan chromium 0.15%. Baja ini mempunyai daya tahan ketajaman yang tinggi dan sangat tahan banting (ulet/tough) karena mengandung vanadium 0.2%. Perbedaannya dengan Baja W1 adalah hanya di kandungan Vanadium ini.
* 10## (1045, 1050, 1060, 1070, 1084, 1095, dan lain lain)
Baja ini adalah baja paling standard, dan tidak mempunyai kandungan chromium. Angka dibelakang 10 adalah angka kandungan karbonnya. Rata rata pisau lipat jaman dulu menggunakan baja jenis ini. Makin tinggi kandungan karbon, makin tinggi pula daya tahan ketajamannya. Semakin rendah kandungan karbon, maka semakin ulet (tough). Baja jenis ini adalah baja paling murah. Karena tidak adanya kandungan chromium, baja jenis ini sangat gampang berkarat.
* Carbon V
Carbon V adalah baja yang digunakan oleh Cold Steel. Menurut para ahli, baja ini sebenarnya adalah baja 50100-B atau 0170-6. Baja ini mempunyai kandungan karbon 0.95%, dan kandungan chromium berkisar antara 0.45% sampai 0.48%. baja ini mempunyai kemampuan mirip dengan O1, akan tetapi harganya lebih murah.
* L-6
Baja ini adalah baja yang biasa digunakan sebagai bilah gergaji. Mempunyai kandungan karbon berkisar antara 0.65% sampai dengan 0.75%, dan kandungan chromium berkisar antara 0.60% sampai 1.20%. Merupakan baja yang baik, dan pilihan para knifemakers pada umumnya.
* 5160
Baja ini juga sangat popular sebagai bahan pisau, apalagi pada pisau-pisau besar. Mempunyai kandungan karbon berkisar antara 0.56% sampai 0.64%, dan kandungan chromium berkisar antara 0.70% sampai 0.90%. Baja ini terkenal akan daya tahanan ketajamannnya, dan tahan banting.
* 52100
Baja ini dulunya hanya digunakan sebagai bahan Ball-bearing, akan tetapi makin popular dikalangan knifemaker, dan sekarang tersedia dalam bentuk batangan. Baja ini mempunyai kandungan karbon berkisar antara 0.98% sampai 1.10%, dan kandungan chromium berkisar antara 1.30% sampai 1.60%. mempunyai daya tahan ketajaman yang lebih tinggi dibanding baja 5160, akan tetapi mempunyai ketahanan banting yang sedikit kurang. Umumnya digunakan pada pisau buru, dan pisau-pisau lain yang tidak terlalu besar.
* CPM 10V
Baja ini mempunyai daya tahan ketajaman yang tinggi, akan tetapi juga tahan banting (ulet/tough). Mempunyai kandungan karbon 2.45%, dan chromium 5.25%.
* CPM 3V
Baja ini juga merupakan baja yang sangat tahan banting (ulet/tough), dan mempunyai daya tahan ketajaman yang sangat baik. Mempunyai kandungan karbon 0.80%, dan chromium 7.50%.
* INFI
Baja jenis ini tidak umum digunakan oleh knifemaker. Yang tercatat sebagai pengguna setia adalah Jerry Busse (knifemaker). Baja ini mempunyai kandungan Chromium 8.25%, karbon hanya sebesar 0.50%, akan tetapi beda dengan baja lain yaitu mempunyai kandungan Nitrogen 0.11%, yang juga menambah kemampuan baja. Baja ini sangat tahan banting (ulet/tough), dan mempunyai daya tahan ketajaman yang sangat tinggi.
Untuk sebagian Eropa menyebut Inox steel. Baja jenis ini paling umum digunakan pada pisau lipat. Seperti halnya Baja Karbon. Baja antikarat juga sebenarnya mengandung karbon. Dimulai dari kandungan karbon berkadar 0.15% sampai yang 3%. Makin tinggi kandungan Karbon, makin baik juga ketahanan ketajamannya (edge holding), akan tetapi makin sulit diasahnya. Untuk bisa disebut baja tahan karat, baja harus mengandung chromium minimal sebanyak antara 10.5% - 11% (paham Perancis), dan minimal 13% (paham Amerika). Berikut ini jenis-jenis Baja tahan karat yang sering digunakan pada Pisau:
* 420 dan 420J
Baja ini adalah merupakan anggota kelompok dasar. Kelompok ini mempunyai kandungan karbon terendah mulai dari 0.15% sampai 0.40%, dan kandungan Chromium mulai dari 12% sampai 14%. Kemampuan tahan karat yang tinggi, dan tahan banting (ulet/tough) karena kekerasan baja tidak terlalu tinggi, akan tetapi daya tahan ketajamannya rendah (harus sering diasah). Baja kelompok ini biasa digunakan untuk menekan harga-pisau agar lebih rendah.
- Nama lain 420 adalah X21Cr13, X20Cr13, 1.4021, SUS420J1, 2303, Z20C13, 420S37, CDS-18, X20Cr13, 20Cr13, 30Cr13, 17022, 20H13, 40X13, S42000, N320, M310, Galahad D, Korronit-M, Blanco M1, Blanco M3, Blanco RCM, Inox2, 20Cr13, Uginox MA2
- Nama lain 420J adalah X20Cr13, X30Cr13, 1.4021, 1.4028, SUS420J1, SUS420J2, 420S37, 420S45, 17023, S42000, N324, M330, 30Cr14
* Kelompok berikutnya adalah 440A, 425M, 420HC, 12C27, dan 6A.
Baja kelompok ini mempunyai kandungan karbon berkisar antara 0.40% sampai dengan 0.75%, dan kandungan chromium berkisar antara 13.0% sampai dengan 18.0%. Mempunyai kekuatan lebih baik, dan daya tahan ketajaman lebih baik.
- Nama lain dari 440A adalah X65CrMo14, 1.4109, SUS440A, Z70CD14, 7Cr17, 65X13, S44002, XT-70, AUS60, dan kadang-kadang juga 12C27, atau 12C27M
- Nama lain dari 12C27 adalah X65CrMo14, 1.4109, SUS440A, Z70CD14, 7Cr17, 65X13, S44002, XT-70, AUS60, 12C27M, dan kadang-kadang juga disebut 440A
* Kelompok diatasnya lagi adalah Gin-1, ATS-55, 8A, dan 440C
Kelompok ini mempunya kandungan karbon mulai dari 0.70% sampai 1.2%, dan kandungan Chromium dari 13% sampai 18%. Asal dengan pengerjaan yang benar, akan lebih kuat dari kelompok sebelumnya, dan mempunyai daya tahan ketajaman dan karat yang lebih tinggi.
- Nama Lain dari 440C adalah X105CrMo17, X90CrMoV18, 1.4125, SUS440C, Z100CD17, Z100CD13, X102CrMo17KU, 11Cr17, 9Cr18, 9Cr18Mo, 9Cr18MoV,17042, 95X18, S44004, N695, T10MO, CTS-40CP, XT-80, LO-R 4125, RFSh6
- Nama Lain dari GIN-1 adalah Silver 1
- Dan nama lain dari AUS8 adalah 8Cr15MoV, AUS8A
* Kelompok diatasnya lagi adalah ATS-34/154CM, VG-10, dan S60V
Kelompok ini mempunyai kandungan karbon antara 0.95% sampai 2.15%, dan kandungan Chromium antara 14% sampai 17%. Mempunyai kekuatan lebih baik, dan mempunyai daya tahan ketajaman yang lebih baik dibanding kelompok sebelumnya. Hanya saja, daya tahan karatnya sedikit kurang.
* Kelompok yang tergolong puncak adalah BG-42, S90V, dan S30V
Kelompok ini mempunyai kandungan karbon berkisar antara 1.15% sampai 2.30%, kandungan Chromium antara 14% sampai 14.5%. Mempunyai kemampuan daya tahan ketajamannya sangat tinggi, akan tetapi menjadi lebih sulit untuk diasahnya. Baja S90V kadang kadang disebut CPM 420V.
* ZDP-189, dan Cowry X.
Akhir-akhir ini ada jenis logam baru yang digunakan pada pisau pisau, yang konon mempunyai kemampuan yang lebih tinggi lagi. Mereka jenis logam yang disebut ZDP-189, dan Cowry X. Kandungan Karbon mereka sampai mencapai 3% (tertinggi diantara semua jenis baja anti karat yang disebutkan sebelumnya), dan mempunyai kandungan Chromium yang juga tertinggi yaitu 20%.
* Apakah pisau bubut baik untuk dibuat pisau?
* Untuk menjawab semua pertanyaan "Apakah ........ bisa tajam?"
Semua benda dengan kekerasan cukup, bisa dibuat/diasah menjadi tajam. sebagai contoh, kertaspun bisa tajam, apalagi logam-logaman (eh... Air raksa gak bisa yah :p). Yang jadi masalah biasanya adalah "seberapa sulit membuatnya tajam?", "Berapa lama ketahanan ketajamannya ketika digunakan?" Nah.... ini baru tergantung dari masing-masing benda.
* Apakah Titanium merupakan bahan bilah pisau yang baik?
Bisa disebut baik bila yang dibutuhkan adalah daya tahan karat yang tinggi. Bisa disebut buruk bila yang dibutuhkan adalah daya tahan ketajaman/kekerasan. Sebagai perbandingan: Titanium hanya bisa mempunyai kekerasan sampai sekitar 40 HRC, berbanding dengan baja per yang bisa mencapai kekerasan sampai sekitar 64 HRC
* Apakah yang disebut baja per?
Seharusnya bisa, karena bahan dasar baja yang digunakan di pabrik baja seperti Karakatau Steel adalah baja cor dengan kandungan karbon sampai 4.00%. Baja cor ini kemudian dikurangi kandungan karbonnya dengan cara dipanaskan temperatur tinggi sambil di semprot oksigen sehingga kandungan karbon pada bahan baja akan terbakar/berkurang karena ber-reaksi menyatu dengan oksigen menjadi karbondioksida. Proses ini terus dilakukan sampai kandungan karbon banyak berkurang dan mencapai 0.45%. Alasannya dilakukan ini karena adanya perjanjian sewaktu proses transfer teknologi bahwa produk KS tidak boleh berkandungan karbon lebih dari 0.45%. Kemungkinan karena kebutuhan baja di indonesia yang sangat banyak adalah untuk baja konstruksi, dimana kandungan karbon untuk baja konstruksi adalah 0.45%.
*Apakah dalam proses tempa kandungan karbon akan bertambah?(pertanyaan ini agak keluar sedikit dari topik) Jawabannya : Tidak akan bertambah dan malah akan berkurang, karena seperti pada penjelasan diatas, ketika baja dibakar dengan panas tinggi, dan adanya oksigen, maka kandungan karbon pada baja akan ber-reaksi dengan oksigen menjadi karbondioksida, sehingga kandungan karbon pada baja akan berkurang. Jadi bila tidak ingin kandungan karbon pada baja berkurang banyak, sebaiknya waktu untuk proses penempaan, jangan lama.
*Apakah gunanya baja ditempa?(juga sedikit keluar topik)
Saya mengerti bahwa masing-masing pande mempunyai penjelasan masing-masing, cuma menurut Saya jawaban berikut yang paling masuk akal.
Tabel berikut adalah tabel yang terdapat pada buku Pengetahuan Bahan Teknik, karangan Prof. Ir. Tata Surdia MS. Met.E dan Prof. DR Shinroku Saito, halaman 89 dan 90. Tabel pertama adalah tabel Contoh komposisi kimia dan penggunaan Baja Perkakas Dingin setara dalam bahasa Inggris mungkin Cold Work Tool Steel, kenapa bagian ini karena untuk pisau jenis-jenis ini umum digunakan. jenis penyebutan mungkin tidak sama dengan jenis pisau di pasaran tetapi sedikit banyak bisa disetarakan seperti contoh Untuk baja Per (spring steel) menggunakan baja Karbon sesuai dengan perkiraan kadar karbon, dan baja stainless steel masuk ke baja paduan.
Tabel komposisi kimia dan penggunaan baja perkakas dingin dilihat di bawah.
 sumber : Tata Surdia, Shinroku Saito ,1995:89
sumber : Tata Surdia, Shinroku Saito ,1995:89
dari tabel diatas untuk mereka yang menggunakan Stainles steel disesuaikan kadar Cr dan bahan lain seperti Wolfram (W) atau Molybdenum (Mo) nah apa guna tabel ini, sebenarnya hanya untuk acuan tabel berikutnya.
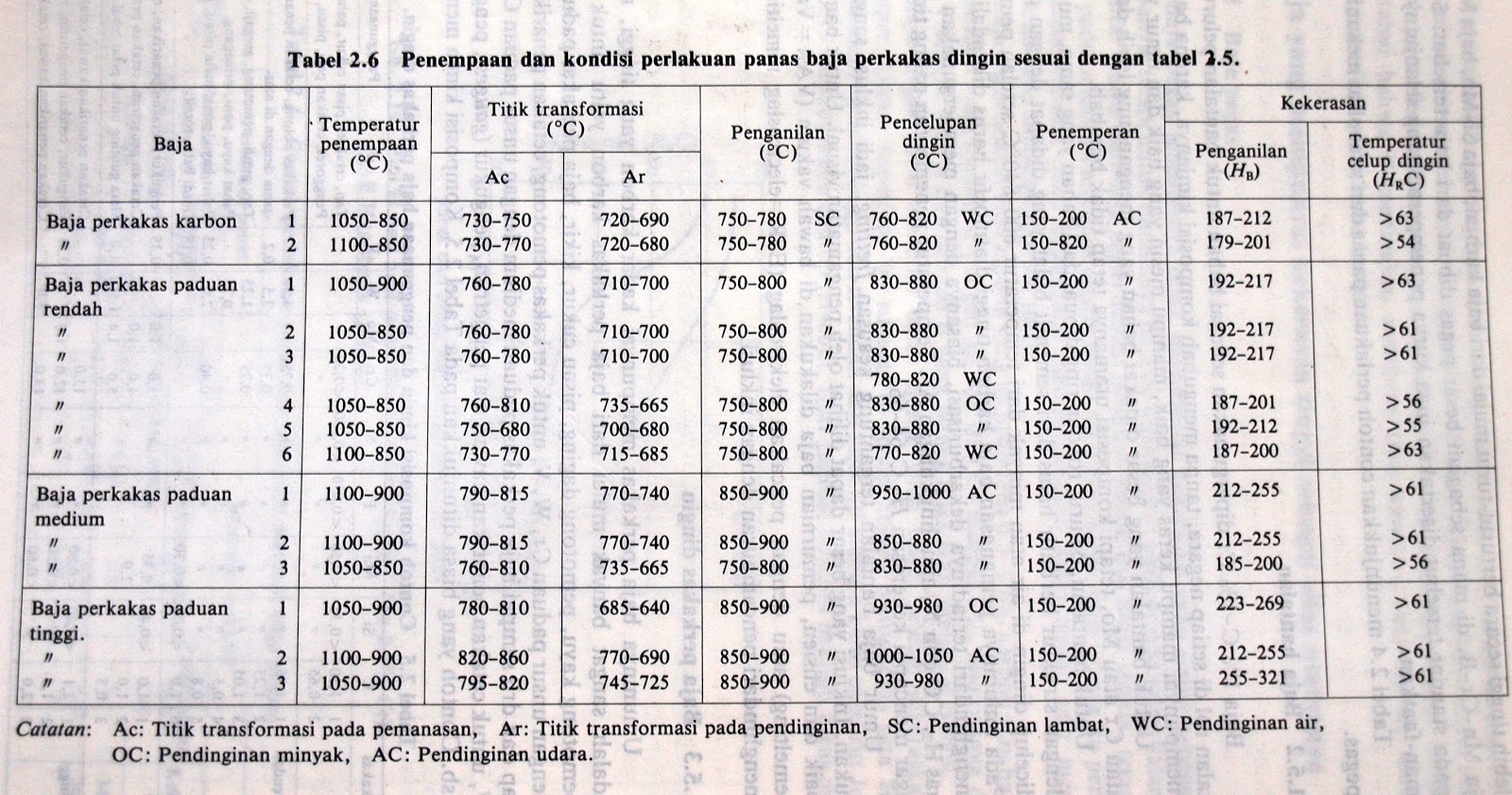
Tabel Penempaan dan kondisi perlakuan panas Baja Perkakas Dingin Sesuai dengan tabel 2.5

Sumber : Tata Surdia, Shinroku Saito, 1995:90
Okey sedikit penjelasan membaca tabel diatas, sederhana saja, saya ambol contoh baja Per dengan kadar karbon 0,65%. sesuai tabel 2.5 baja tersebut digolongkan ke dalam Baja Karbon 2 nah dari sini tinggal diurut ke arah kanan, langsung loncat ke penganilan bahwa untuk penganilan suhu yang dibutuhkan 750-780 derajat celcius diikuti oleh pendinginan lambat. Untuk pendinginan lambat ini sederhananya matikan tungku HT dengan benda kerja tetap berada di dalam tungku, dengan asumsi proses ini lebih lambat dibanding pendinginan udara terbuka, diharapkan akan mendapatkan benda kerja yang lebih lunak dibandingkan kondisi ternormalilsasi, dari tabel diperoleh perkiraan kekerasan hasil anil sebesar 179-201 Hard Brinell.
Sementara masih untuk baja yang sama dengan pencelupan dingin pada suhu pengerasan 760-820 akan diperoleh kekerasan diatas 54 HRC.
Beberapa perhatian yang diberikan pada proses Pengerasan Baja Karbon tinggi adalah terjadinya dekarburisasi, lapisan dekarburisasi ini sangat rentan menjadi penyumbang utama keretakan. Pada proses pendinginan yang terlalu lama juga akan meningkatakan kadar austenit dan selanjutnya-selanjutnya yang sederhananya akan mengakibatkan penurunan kekerasan, untuk menghilangkannya maka harus dilakukan perlakuan dibawah nol (sub-zero treatment) dengan menurunkannya perlahan melalui alkohol dan kemudian CO2 padat.
------------------------------------------------------------------------------------------------------------------------
di postingan lain akan saya bahas tentang proses hardening pada baja, salam :)
Berikut beberapa sumber referensi tulisan ini:
- Sedikit penjelasan mengenai baja http://en.wikipedia.org/wiki/Steel
- Untuk mendapatkan penjelasan mengenai baja pisau, gunakan link berikut http://zknives.com/knives/articles/k...steelfaq.shtml
- Sedikit penjelasan mengenai baja tahan karat http://en.wikipedia.org/wiki/Stainless_steel
- Untuk pengenalan pisau, dan baja pisau silahkan juga berkunjung ke blog dari Frids Sihombing berikut http://frids.wordpress.com/
- Untuk mencari kandungan, dan jenis baja, harap gunakan link berikut http://zknives.com/knives/steels/steelchart.php
- Untuk melihat baja-baja yang digunakan Spyderco, dan kandungannya http://www.spyderco.com/edge-u-catio...dex.php?item=3
BAJA
Baja adalah logam paduan dengan kandungan utamanya adalah besi yang di padu dengan unsur karbon. Untuk bisa disebut baja, kandungan karbon tidak boleh kurang dari 0.2% dan tidak lebih dari 2.1%. Bila kandungan karbon kurang dari 0.2%, logam ini tidak bisa di harden (diperkeras dengan proses hardening/nyipuh). Bila kandungan karbon lebih dari 2.1% logam ini akan menjadi getas (gampang patah).
Aturan mengenai kandungan karbon diatas; dalam beberapa tahun terakhir telah tidak sesuai lagi. Beberapa tahun terakhir beberapa pabrik baja telah menemukan baja jenis baru sebagai contoh: baja H1 yang digunakan oleh beberapa perusahan pisau kandungan karbonnya adalah 0.15% (sebagian besar orang masih tidak menganggap H1 sebagai baja/steel, karena H1 dengan kandungan karbon serendah ini tidak bisa di harden). Begitu juga kandungan karbon dari baja ZDP189 yang 3.0%. CPM Rex 121 yang mempunyai kandungan karbon 3.4%.
*Satu hal yang harus diingat. Baja apapun yang digunakan sebuah pisau, yang paling penting adalah Proses Heat Treatment-nya (HT) (dari hardening sampai tempering). Sebagai contoh baja dengan bahan baja D2 yang tidak melalui proses HT atau tidak melalui proses HT yang benar akan menjadi kalah jauh kemampuannya dibanding baja D2 dengan HT yang benar.
UNSUR/KANDUNGAN DALAM BAJA
Sederhananya, baja adalah besi dengan kandungan karbon di dalamnya. Campuran lainnya ditambahkan untuk membuat baja untuk mempunyai kemampuan yang lebih. Berikut adalah campuran penting dalam baja (termasuk karbon) sesuai urutan abjad, dan beberapa contoh baja yang berisi paduan tersebut:
Karbon: Hadir dalam semua baja, itu adalah unsur yang paling penting untuk proses hardening/pengerasan, juga meningkatkan kekuatan baja tetapi, semakin banyak kandungannya, ketangguhan baja akan semakin berkurang dan membuat getas/gampang patah.
Kromium: Ditambahkan untuk ketahanan aus, membantu proses hardening, dan (yang paling penting) untuk ketahanan karat. Sebuah baja dengan setidaknya 13% kromium biasanya dianggap baja tahan karat/stainless steel, meskipun definisi lain mengatakan baja harus memiliki minimal 11,5% kromium lepas (sebagai lawan yang diikat di karbida) dianggap "stainless". Meskipun namanya stainless steel, semua jenis baja ini dapat berkarat jika tidak dipelihara dengan baik. Menambahkan kromium dalam jumlah tinggi mengurangi ketangguhan. Kromium adalah karbida-mantan, yang karena itu meningkatkan ketahanan aus.
Mangan: Sebuah elemen penting. Mangan membantu memperbaiki struktur butir baja, dan memberikan kontribusi untuk proses pengerasan/hardening. Juga kekuatan & ketahanan aus. Meningkatkan kemampuan baja melawan proses oksidasi selama proses pembuatan baja. Hadir dalam hampir semua baja pisau kecuali untuk A2, L-6, dan CPM 420V.
Molibdenum: pembuat struktur karbida, mencegah kerapuhan & mempertahankan kekuatan baja pada suhu tinggi. Hadir dalam banyak baja, terutama pada baja yang mengeras dengan udara (misalnya, A2, ATS-34) selalu memiliki 1% atau lebih molibdenum - molibdenum adalah apa yang memberi mereka kemampuan baja mengeras di udara.
Nikel: Menambahkan ketangguhan. Hadir dalam L-6 dan AUS-6 dan AUS-8. Nikel secara luas diyakini memainkan peran dalam ketahanan karat juga.
Fosfor: Hadir dalam jumlah kecil di sebagian besar baja, fosfor adalah salah satu unsur yang mengurangi ketangguhan.
Silicon: Berkontribusi pada kekuatan. Seperti mangan, unsur ini memperbaiki struktur baja.
Sulfur/Belerang: Biasanya tidak diinginkan di sendok garpu baja, membuat baja mudah dibentuk, namun menurunkan ketangguhan.
Tungsten: Juga merupakan pembuat struktur karbida, sehingga meningkatkan ketahanan aus. Ketika dikombinasikan dengan baik dengan kromium atau molibdenum, tungsten akan membuat baja menjadi baja tahan panas (high Speed Steel). Baja M2 memiliki jumlah tungsten yang tinggi. Unsur ini merupakan pembuat struktur karbida terkuat setelah vanadium.
Vanadium: Berkontribusi untuk ketahanan aus dan pengerasan, dan sebagai pembuat karbida. Unsur ini memurnikan butiran baja, dan memberikan kontribusi untuk ketangguhan baja dan memungkinkan pisau untuk diasah sampai sangat tajam. Beberapa baja memiliki vanadium. khusus untuk M2, Vascowear, dan CPM T440V dan 420V (dalam urutan meningkatnya jumlah) memiliki kandungan Vanadium yang tinggi. Perbedaan terbesar antara baja BG-42 dengan ATS-34 adalah kandungan vanadium.
SEPINTAS BEBERAPA ISTILAH BAJA YANG UMUM
Kode dan tipe baja:
Menurut aturan SAE (Society of Automotive Engineers)
- 1XXX - Baja simple (Plain Carbon Steel)
- 13XX - Baja berkandungan Mangan
- 2XXX - Baja paduan Nikel
- 23XX - Baja dengan kandungan Nikel 3.5%
- 25XX - Baja dengan kandungan Nikel 5.0%
- 3XXX - Baja paduan Nikel dan Chrome
- 4XXX - Baja paduan Molybdenum
- 40XX - Baja paduan Molybdenum
- 41XX - Baja paduan Chrome dan Molybdenum
- 43XX - Baja paduan Chrome, Molybdenum, dan Nikel
- 46XX - Baja paduan Molybdenum dan Nikel
- 48XX - Baja paduan Molybdenum dan Nikel
- 5XXX - Baja paduan Chrom
- 51XX - Baja paduan Chrom dengan kandungan Chrom rendah
- 52XX/52XXX - Baja paduan Chrom dengan kandungan Chrom sedang
- 53XX - Baja paduan Chrom dengan kandungan Chrom tinggi
- 6XXX - Baja paduan Chrom dan Vanadium
- 86XX - Baja paduan Nikel, Chrom, dan Molybdenum
- 87XX - Baja paduan Nikel, Chrom, dan Molybdenum
- 92XX - Baja paduan Mangan dan Silikon
Menurut aturan AISI (American Iron and Steel Institute)
- A - Air hardening steel. Adalah baja dengan proses hardening dengan media pendingin udara
- D - Die steel. Adalah baja yang pada mulanya diperuntukkan untuk proses pressing untuk membentuk, untuk membolongi, dan mencetak
- F - Carbon/Tungsten alloy. Adalah baja paduan dengan Tungsten
- H - Hot work. Adalah baja yang diperuntukkan untuk mengerjakan pekerjaan pada temperatur tinggi.
- L - Low Alloy. Adalah baja dengan kandungan paduan rendah
- M - Molybdenum Alloy. Adalah baja paduan Molybdenum
- O - Oil hardening steel. Adalah baja dengan proses hardening dengan media pendingin minyak.
- P - Mold steel alloy. Adalah baja yang diperuntukkan untuk mengerjaan pekerjaan molding/pengecoran.
- S - Shock resistant steel. Baja dengan ketahanan benturan tinggi. baja dengan keuletan tinggi.
- T - Tungsten alloy steel. Adalah baja paduan Tungsten
- W - Water hardening steel. Adalah baja dengan proses hardening dengan media pendingin air
Baja Karbon (Carbon Steel)
Sebetulnya baja adalah besi yang mempunyai kandungan karbon, jadi sebetulnya cukup disebut baja saja, dan yang tidak mengandung karbon, adalah besi biasa (iron). Berikut ini jenis-jenis Baja Karbon yang umum digunakan sebagai Bahan Pisau:
* D2
Baja ini termasuk hasil teknologi lama karena pertama kali muncul pada saat perang dunia II. Baja ini kadang-kadang disebut semi-stainless, karena mempunyai kandungan chromium yang tanggung (12%). Mempunyai kandungan karbon antara 1.50% sampai 1.60%, dan mempunyai daya tahan ketajaman yang tinggi.
* A2
Baja ini mempunyai kandungan karbon berkisar antara 0.95% sampai 1.05%, dan chromium berkisar antara 4.75% sampai 5.50%. Baja ini lebih tahan banting (ulet/tough) dibanding D2, akan tetapi mempunyai daya tahan ketajaman yang lebih rendah.
* O1
Baja ini mempunyai kandungan karbon berkisar antara 0.85% sampai 1.00%, dan kandungan chromium berkisar antara 0.40% sampai 0.60%. Merupakan Baja yang sangat baik, dan mempunyai daya tahan ketajaman yang cukup baik. Baja ini sangat mudah berkarat.
* W-2
Baja ini mempunyai kandungan karbon berkisar antara 085% sampai 1.50%, dan chromium 0.15%. Baja ini mempunyai daya tahan ketajaman yang tinggi dan sangat tahan banting (ulet/tough) karena mengandung vanadium 0.2%. Perbedaannya dengan Baja W1 adalah hanya di kandungan Vanadium ini.
* 10## (1045, 1050, 1060, 1070, 1084, 1095, dan lain lain)
Baja ini adalah baja paling standard, dan tidak mempunyai kandungan chromium. Angka dibelakang 10 adalah angka kandungan karbonnya. Rata rata pisau lipat jaman dulu menggunakan baja jenis ini. Makin tinggi kandungan karbon, makin tinggi pula daya tahan ketajamannya. Semakin rendah kandungan karbon, maka semakin ulet (tough). Baja jenis ini adalah baja paling murah. Karena tidak adanya kandungan chromium, baja jenis ini sangat gampang berkarat.
* Carbon V
Carbon V adalah baja yang digunakan oleh Cold Steel. Menurut para ahli, baja ini sebenarnya adalah baja 50100-B atau 0170-6. Baja ini mempunyai kandungan karbon 0.95%, dan kandungan chromium berkisar antara 0.45% sampai 0.48%. baja ini mempunyai kemampuan mirip dengan O1, akan tetapi harganya lebih murah.
* L-6
Baja ini adalah baja yang biasa digunakan sebagai bilah gergaji. Mempunyai kandungan karbon berkisar antara 0.65% sampai dengan 0.75%, dan kandungan chromium berkisar antara 0.60% sampai 1.20%. Merupakan baja yang baik, dan pilihan para knifemakers pada umumnya.
* 5160
Baja ini juga sangat popular sebagai bahan pisau, apalagi pada pisau-pisau besar. Mempunyai kandungan karbon berkisar antara 0.56% sampai 0.64%, dan kandungan chromium berkisar antara 0.70% sampai 0.90%. Baja ini terkenal akan daya tahanan ketajamannnya, dan tahan banting.
* 52100
Baja ini dulunya hanya digunakan sebagai bahan Ball-bearing, akan tetapi makin popular dikalangan knifemaker, dan sekarang tersedia dalam bentuk batangan. Baja ini mempunyai kandungan karbon berkisar antara 0.98% sampai 1.10%, dan kandungan chromium berkisar antara 1.30% sampai 1.60%. mempunyai daya tahan ketajaman yang lebih tinggi dibanding baja 5160, akan tetapi mempunyai ketahanan banting yang sedikit kurang. Umumnya digunakan pada pisau buru, dan pisau-pisau lain yang tidak terlalu besar.
* CPM 10V
Baja ini mempunyai daya tahan ketajaman yang tinggi, akan tetapi juga tahan banting (ulet/tough). Mempunyai kandungan karbon 2.45%, dan chromium 5.25%.
* CPM 3V
Baja ini juga merupakan baja yang sangat tahan banting (ulet/tough), dan mempunyai daya tahan ketajaman yang sangat baik. Mempunyai kandungan karbon 0.80%, dan chromium 7.50%.
* INFI
Baja jenis ini tidak umum digunakan oleh knifemaker. Yang tercatat sebagai pengguna setia adalah Jerry Busse (knifemaker). Baja ini mempunyai kandungan Chromium 8.25%, karbon hanya sebesar 0.50%, akan tetapi beda dengan baja lain yaitu mempunyai kandungan Nitrogen 0.11%, yang juga menambah kemampuan baja. Baja ini sangat tahan banting (ulet/tough), dan mempunyai daya tahan ketajaman yang sangat tinggi.
Baja Tahan Karat (Stainless Steel)
Untuk sebagian Eropa menyebut Inox steel. Baja jenis ini paling umum digunakan pada pisau lipat. Seperti halnya Baja Karbon. Baja antikarat juga sebenarnya mengandung karbon. Dimulai dari kandungan karbon berkadar 0.15% sampai yang 3%. Makin tinggi kandungan Karbon, makin baik juga ketahanan ketajamannya (edge holding), akan tetapi makin sulit diasahnya. Untuk bisa disebut baja tahan karat, baja harus mengandung chromium minimal sebanyak antara 10.5% - 11% (paham Perancis), dan minimal 13% (paham Amerika). Berikut ini jenis-jenis Baja tahan karat yang sering digunakan pada Pisau:
* 420 dan 420J
Baja ini adalah merupakan anggota kelompok dasar. Kelompok ini mempunyai kandungan karbon terendah mulai dari 0.15% sampai 0.40%, dan kandungan Chromium mulai dari 12% sampai 14%. Kemampuan tahan karat yang tinggi, dan tahan banting (ulet/tough) karena kekerasan baja tidak terlalu tinggi, akan tetapi daya tahan ketajamannya rendah (harus sering diasah). Baja kelompok ini biasa digunakan untuk menekan harga-pisau agar lebih rendah.
- Nama lain 420 adalah X21Cr13, X20Cr13, 1.4021, SUS420J1, 2303, Z20C13, 420S37, CDS-18, X20Cr13, 20Cr13, 30Cr13, 17022, 20H13, 40X13, S42000, N320, M310, Galahad D, Korronit-M, Blanco M1, Blanco M3, Blanco RCM, Inox2, 20Cr13, Uginox MA2
- Nama lain 420J adalah X20Cr13, X30Cr13, 1.4021, 1.4028, SUS420J1, SUS420J2, 420S37, 420S45, 17023, S42000, N324, M330, 30Cr14
* Kelompok berikutnya adalah 440A, 425M, 420HC, 12C27, dan 6A.
Baja kelompok ini mempunyai kandungan karbon berkisar antara 0.40% sampai dengan 0.75%, dan kandungan chromium berkisar antara 13.0% sampai dengan 18.0%. Mempunyai kekuatan lebih baik, dan daya tahan ketajaman lebih baik.
- Nama lain dari 440A adalah X65CrMo14, 1.4109, SUS440A, Z70CD14, 7Cr17, 65X13, S44002, XT-70, AUS60, dan kadang-kadang juga 12C27, atau 12C27M
- Nama lain dari 12C27 adalah X65CrMo14, 1.4109, SUS440A, Z70CD14, 7Cr17, 65X13, S44002, XT-70, AUS60, 12C27M, dan kadang-kadang juga disebut 440A
* Kelompok diatasnya lagi adalah Gin-1, ATS-55, 8A, dan 440C
Kelompok ini mempunya kandungan karbon mulai dari 0.70% sampai 1.2%, dan kandungan Chromium dari 13% sampai 18%. Asal dengan pengerjaan yang benar, akan lebih kuat dari kelompok sebelumnya, dan mempunyai daya tahan ketajaman dan karat yang lebih tinggi.
- Nama Lain dari 440C adalah X105CrMo17, X90CrMoV18, 1.4125, SUS440C, Z100CD17, Z100CD13, X102CrMo17KU, 11Cr17, 9Cr18, 9Cr18Mo, 9Cr18MoV,17042, 95X18, S44004, N695, T10MO, CTS-40CP, XT-80, LO-R 4125, RFSh6
- Nama Lain dari GIN-1 adalah Silver 1
- Dan nama lain dari AUS8 adalah 8Cr15MoV, AUS8A
* Kelompok diatasnya lagi adalah ATS-34/154CM, VG-10, dan S60V
Kelompok ini mempunyai kandungan karbon antara 0.95% sampai 2.15%, dan kandungan Chromium antara 14% sampai 17%. Mempunyai kekuatan lebih baik, dan mempunyai daya tahan ketajaman yang lebih baik dibanding kelompok sebelumnya. Hanya saja, daya tahan karatnya sedikit kurang.
* Kelompok yang tergolong puncak adalah BG-42, S90V, dan S30V
Kelompok ini mempunyai kandungan karbon berkisar antara 1.15% sampai 2.30%, kandungan Chromium antara 14% sampai 14.5%. Mempunyai kemampuan daya tahan ketajamannya sangat tinggi, akan tetapi menjadi lebih sulit untuk diasahnya. Baja S90V kadang kadang disebut CPM 420V.
* ZDP-189, dan Cowry X.
Akhir-akhir ini ada jenis logam baru yang digunakan pada pisau pisau, yang konon mempunyai kemampuan yang lebih tinggi lagi. Mereka jenis logam yang disebut ZDP-189, dan Cowry X. Kandungan Karbon mereka sampai mencapai 3% (tertinggi diantara semua jenis baja anti karat yang disebutkan sebelumnya), dan mempunyai kandungan Chromium yang juga tertinggi yaitu 20%.
Jawaban untuk Frequently Asked Question
* Apakah pisau bubut baik untuk dibuat pisau?
- Baja jenis ini termasuk dalam kelompok HSS (High Speed Steel/baja yang bertahan ketika digunakan dalam pekerjaan yang cepat dan juga panas).
- Pisau bubut biasanya dibuat dengan kandungan karbon tinggi. Mengandung Tungsten, dan Molibdenum yang cukup tinggi, dan kadang kadang sangat tinggi.
- Molibdenum membuat baja tetap kuat dalam suhu tinggi, sekaligus membuat baja ini butuh panas yang sangat tinggi pada saat ditempa/dibentuk, dan proses HT. Untuk perbandingan, baja per, dan baja O1 hanya butuh suhu sekitar 700-900 celcius untuk ini, sedangkan baja jenis ini butuh suhu sekitar 1000 sampai 1200 celcius.
- Tungsten membuat baja menjadi keras, dan tahan aus/tahan kikis. membuatnya sulit untuk diasah atau stock removal.
- Kandungan Karbon tinggi, dan HT untuk pisau bubut, membuat baja jenis ini menjadi lebih getas (gampang patah).
- Selama kandungan Molybdenum, dan Tungsten masih rendah, dan tungku HT dengan panas tinggi juga stabil, pisau bubut masih pantas untuk dijadikan bahan pisau biasa. Dengan kandungan karbon yang cukup tinggi, sebaiknya pisau jangan terlalu besar (sebaiknya hanya untuk pisau ukuran kecil sampai sedang).
* Untuk menjawab semua pertanyaan "Apakah ........ bisa tajam?"
Semua benda dengan kekerasan cukup, bisa dibuat/diasah menjadi tajam. sebagai contoh, kertaspun bisa tajam, apalagi logam-logaman (eh... Air raksa gak bisa yah :p). Yang jadi masalah biasanya adalah "seberapa sulit membuatnya tajam?", "Berapa lama ketahanan ketajamannya ketika digunakan?" Nah.... ini baru tergantung dari masing-masing benda.
* Apakah Titanium merupakan bahan bilah pisau yang baik?
Bisa disebut baik bila yang dibutuhkan adalah daya tahan karat yang tinggi. Bisa disebut buruk bila yang dibutuhkan adalah daya tahan ketajaman/kekerasan. Sebagai perbandingan: Titanium hanya bisa mempunyai kekerasan sampai sekitar 40 HRC, berbanding dengan baja per yang bisa mencapai kekerasan sampai sekitar 64 HRC
* Apakah yang disebut baja per?
- Baja yang bisa disebut sebagai spring steel/baja per adalah baja yang mempunyai kemampuan pegas tinggi. Biasanya mempunyai kandungan karbon dari 0.50% sampai dengan 1.00%.
- Baja per mobil/truk biasanya mempunyai kandungan karbon sekitar 0.50% sampai 0.65% (baja 1060, 1055, 9260, 5160)
- Baja yang biasanya disebut baja per di Indonesia adalah baja per daun mobil/truk.
- Baja per Andong/Jeep Willys kemungkinan adalah baja jenis 5160 (kandungan karbon 0,60%). Kemungkinan ini karena pada masa dahulu, baja per mobil lebih sering dibuat dari baja 5160. Sekarang harga baja 5160 semaking tinggi, sehingga banyak produsen per mobil mencari alternatif lain yang lebih murah, tetapi masih cukup untuk memenuhi tugasnya dengan baik.
- Baja per jam biasanya mempunyai kandungan karbon antara 0.90 - 1:00% (baja 1095)
Seharusnya bisa, karena bahan dasar baja yang digunakan di pabrik baja seperti Karakatau Steel adalah baja cor dengan kandungan karbon sampai 4.00%. Baja cor ini kemudian dikurangi kandungan karbonnya dengan cara dipanaskan temperatur tinggi sambil di semprot oksigen sehingga kandungan karbon pada bahan baja akan terbakar/berkurang karena ber-reaksi menyatu dengan oksigen menjadi karbondioksida. Proses ini terus dilakukan sampai kandungan karbon banyak berkurang dan mencapai 0.45%. Alasannya dilakukan ini karena adanya perjanjian sewaktu proses transfer teknologi bahwa produk KS tidak boleh berkandungan karbon lebih dari 0.45%. Kemungkinan karena kebutuhan baja di indonesia yang sangat banyak adalah untuk baja konstruksi, dimana kandungan karbon untuk baja konstruksi adalah 0.45%.
*Apakah dalam proses tempa kandungan karbon akan bertambah?(pertanyaan ini agak keluar sedikit dari topik) Jawabannya : Tidak akan bertambah dan malah akan berkurang, karena seperti pada penjelasan diatas, ketika baja dibakar dengan panas tinggi, dan adanya oksigen, maka kandungan karbon pada baja akan ber-reaksi dengan oksigen menjadi karbondioksida, sehingga kandungan karbon pada baja akan berkurang. Jadi bila tidak ingin kandungan karbon pada baja berkurang banyak, sebaiknya waktu untuk proses penempaan, jangan lama.
*Apakah gunanya baja ditempa?(juga sedikit keluar topik)
Saya mengerti bahwa masing-masing pande mempunyai penjelasan masing-masing, cuma menurut Saya jawaban berikut yang paling masuk akal.
- Baja ditempa untuk membentuknya.
- Baja ditempa agar mendapatkan motif tempa.
- Baja ditempa agar dalam pembuatan pisau, bahan baja tidak banyak yang terbuang (dibanding dengan metode stock removal, dengan penggunaan kikir atau gerinda).
- Baja ditempa untuk meratakan kandungan karbonnya (homogenisasi kandungan karbon) diseluruh bagian bilah. Dilakukan dengan cara ditempa sambil dilipat secara berulang-ulang (biasa dilakukan pada baja tamahagane, karena baja jenis ini dalam bentuk mentah, kandungan karbonnya tidak rata)
- Baja ditempa untuk mengurangi kandungan karbon-nya agar sesuai dengan yang dibutuhkan. Sebagai contoh. Anda punya baja 1084, tapi sebetulnya membutuhkan baja berkandungan karbon setara dengan 1075, maka Anda perlu melakukan tempa lipat berulang-ulang agar kandungan karbon menjadi berkurang dan jadi merata. Hal ini sering juga dilakukan pada baja tamahagane.
TAMBAHAN
Tabel berikut adalah tabel yang terdapat pada buku Pengetahuan Bahan Teknik, karangan Prof. Ir. Tata Surdia MS. Met.E dan Prof. DR Shinroku Saito, halaman 89 dan 90. Tabel pertama adalah tabel Contoh komposisi kimia dan penggunaan Baja Perkakas Dingin setara dalam bahasa Inggris mungkin Cold Work Tool Steel, kenapa bagian ini karena untuk pisau jenis-jenis ini umum digunakan. jenis penyebutan mungkin tidak sama dengan jenis pisau di pasaran tetapi sedikit banyak bisa disetarakan seperti contoh Untuk baja Per (spring steel) menggunakan baja Karbon sesuai dengan perkiraan kadar karbon, dan baja stainless steel masuk ke baja paduan.
Tabel komposisi kimia dan penggunaan baja perkakas dingin dilihat di bawah.

dari tabel diatas untuk mereka yang menggunakan Stainles steel disesuaikan kadar Cr dan bahan lain seperti Wolfram (W) atau Molybdenum (Mo) nah apa guna tabel ini, sebenarnya hanya untuk acuan tabel berikutnya.
Tabel Penempaan dan kondisi perlakuan panas Baja Perkakas Dingin Sesuai dengan tabel 2.5

Sumber : Tata Surdia, Shinroku Saito, 1995:90
Okey sedikit penjelasan membaca tabel diatas, sederhana saja, saya ambol contoh baja Per dengan kadar karbon 0,65%. sesuai tabel 2.5 baja tersebut digolongkan ke dalam Baja Karbon 2 nah dari sini tinggal diurut ke arah kanan, langsung loncat ke penganilan bahwa untuk penganilan suhu yang dibutuhkan 750-780 derajat celcius diikuti oleh pendinginan lambat. Untuk pendinginan lambat ini sederhananya matikan tungku HT dengan benda kerja tetap berada di dalam tungku, dengan asumsi proses ini lebih lambat dibanding pendinginan udara terbuka, diharapkan akan mendapatkan benda kerja yang lebih lunak dibandingkan kondisi ternormalilsasi, dari tabel diperoleh perkiraan kekerasan hasil anil sebesar 179-201 Hard Brinell.
Sementara masih untuk baja yang sama dengan pencelupan dingin pada suhu pengerasan 760-820 akan diperoleh kekerasan diatas 54 HRC.
Beberapa perhatian yang diberikan pada proses Pengerasan Baja Karbon tinggi adalah terjadinya dekarburisasi, lapisan dekarburisasi ini sangat rentan menjadi penyumbang utama keretakan. Pada proses pendinginan yang terlalu lama juga akan meningkatakan kadar austenit dan selanjutnya-selanjutnya yang sederhananya akan mengakibatkan penurunan kekerasan, untuk menghilangkannya maka harus dilakukan perlakuan dibawah nol (sub-zero treatment) dengan menurunkannya perlahan melalui alkohol dan kemudian CO2 padat.
------------------------------------------------------------------------------------------------------------------------
di postingan lain akan saya bahas tentang proses hardening pada baja, salam :)
Monday, February 4, 2013
Katana
Setelah beberapa minggu kemarin menonton Rurouni Kenshin live action movie, seperti biasa, saya, si yang mudah terkompori oleh sesuatu langsung mempunyai hobi baru. Apakah itu? yak, tak salah lagi kalau saya terpesona dengan yang namanya katana, pedang yang biasa dipakai seorang samurai. Yang ternyata setelah melewati berbagai perbandingan dengan pedang lain yang ada di dunia, katana adalah yang paling sempurna dalam hal kegesitan, ringan, dan satu lagi yaitu kemampuan membelah objek yang dilewatinya. Lalu hobi apakah itu? ya apalagi kalau bukan memulai mengoleksi katana dan mulai bermain-main dengannya. Layaknya hobi saya yang lain (sepedahan), hobi yang inipun pastinya tidak bermodal kecil. Sudah lumrah kalau yang namanya hobi ya pastinya butuh modal besar -__-
Buka browser, ketik "jual katana murah" di google, dan munculah beberapa link ke online store tertentu. Dari yang murah, hingga yang mahal. Dan saya yang belum mengerti dunia per-katana-an cuma bisa bengong setelah melihat spesifikasi katana yang ditawarkan. Awalnya saya cuma nyari ya katana saja, ga peduli mo ky gimana ini itunya, asal keliat bagus, yaudah :D pikirku diawal. Ternyata setelah membuka cakrawala kearah sana, ada banyak yang perlu dipelajari terlebih dahulu sebelum memilih katana. Dari ukuran katana yang bagus, kelengkungannya, materialnya (high carbon steel), proses pembuatannya (forged, folded, hardening, clay tempered, treatment, polish, lamination?), bahan tsuba, tsuka, itto, sageo, koiguchi, dan lain-lain.
Lebih jauhnya, karena ada banyak sekali perbedaan dan ragam dari katana, maka saya ingin mengerti cara pembuatannya yang membuat satu katana itu begitu spesial. Dibukalah YouTube dan diunduhlah beberapa video. Baru saya mengerti secara keseluruhan cara pembuatan katana dan apa yang membuat dia beda dengan pedang-pedang lainnya.
Tidak disangka ternyata pengetahuan orang jepang saat itu baru bisa dijelaskan oleh teknologi jaman sekarang. Dari materialnya, mereka biasa membuat sendiri campuran besi dan arang menjadi sebuah baja karbon (high carbon steel) yang mereka sebut tamahagoni. Kenapa mereka memilih carbon steel? karena ternyata baja dengan kandungan karbon tinggi akan memberikan tingkat kekerasan yang luar biasa yang memang dibutuhkan untuk sebuah katana. Tapi sebetulnya ada negatifnya yaitu karena keras, katana menjadi gampang patah. Itu ternyata bisa mereka siasati dengan proses yang sekarang biasa kita sebut normalizing, annealing, differential hardening, dan tempering. Akibatnya bisa dihasilkan sebuah pedang yang mempunyai kekerasan tinggi di bagian tajamnya, tetapi di bagian yang lainnya tetap menjadi sebuah baja yang lntur dan tidak mudah patah. Sungguh suatu karyacipta yang luar biasa mengingat pedang-pedang pada umumnya hanya melakukan proses tempa dan hardening biasa saja.
Setelah dicekoki oleh aneka cara membuat pedang dan aneka hasil dari pemrosesan aneka material pada katana, niat saya untuk membeli sebuah katana menjadi hilang. Bukan karena saya ingin meninggalkan hobi tersebut, tapi justru karena saya ingin membuat katana saya sendiri :p
Diketiklah "produksi katana bandung" pada google, dan WOW tidak disangka ternyata ada loh tempat bikin katana yang deket di Bandung. T Kardin di Hegarmanah ternyata sudah sangat dikenal sebagai aneka pembuat senjata tajam no-1 se-Indonesia. Bahkan buatannya sampai dikoleksi keluarga cendana dan dijadikan standar senjata tajam yang dipakai KOPASUS :-O Harga yang ditawarkan pun tidak main-main. Pisau yang hanya sepanjang 20cm pun harganya sampai 1jt rupiah lebih. Gila pikirku,, gimana klo katana yang panjangnya sampai 1 meter ya?
Akibatnya niat saya membuat katana saya sendiri pun makin menjadi-jadi. Daripada mahal-mahal bikin di orang, mending bikin sendiri di pandai besi di kampung. Tidak menunggu lama saya gaspol ke daerah hegarmanah untuk mencari workshop beliau untuk mengopi ilmunya :D Setelah bertanya ke beberapa orang yang ada disana baru diketahui kalau bengkelnya sudah pindah ke daerah punclut. Oh tak apalah saya lihat lain kali saja. Langsung saya gaspol lagi ke daerah jatayu atau pasar teknik untuk mencoba mencari bahan katana saya. Ketika saya bertanya "ada baja carbon AISI 1095 ga?" tak disangka mereka yang ada disana tidak mengerti seri baja yang saya tanyakan. Mereka menjawab "adanya juga baja per jang yang biasanya dipake buat bikin pedangmah" -_____- saya yang kurang tahu nama lain dari baja AISI 1095 pun akhirnya menahan diri untuk membeli material karena harus mencari referensi lagi tentang nama lain dari bahan-bahan baja tersebut biar bisa sinkron omongannya ama orang lapangan :D
Agar bermanfaat untuk pecinta katana yang lain seperti saya, insyaallah akan saya posting di blog ini detail tentang hasil pencarian saya mengenai aneka material dari senjata tajam lengkap dengan penjelasan kelebihan dan kekurangannya. Juga akan saya posting penjelasan teknik proses pembuatan katana yang membuat katana itu spesial dari aneka pedang lainnya. Tunggu postingannya ya :)
Buka browser, ketik "jual katana murah" di google, dan munculah beberapa link ke online store tertentu. Dari yang murah, hingga yang mahal. Dan saya yang belum mengerti dunia per-katana-an cuma bisa bengong setelah melihat spesifikasi katana yang ditawarkan. Awalnya saya cuma nyari ya katana saja, ga peduli mo ky gimana ini itunya, asal keliat bagus, yaudah :D pikirku diawal. Ternyata setelah membuka cakrawala kearah sana, ada banyak yang perlu dipelajari terlebih dahulu sebelum memilih katana. Dari ukuran katana yang bagus, kelengkungannya, materialnya (high carbon steel), proses pembuatannya (forged, folded, hardening, clay tempered, treatment, polish, lamination?), bahan tsuba, tsuka, itto, sageo, koiguchi, dan lain-lain.
Lebih jauhnya, karena ada banyak sekali perbedaan dan ragam dari katana, maka saya ingin mengerti cara pembuatannya yang membuat satu katana itu begitu spesial. Dibukalah YouTube dan diunduhlah beberapa video. Baru saya mengerti secara keseluruhan cara pembuatan katana dan apa yang membuat dia beda dengan pedang-pedang lainnya.
Tidak disangka ternyata pengetahuan orang jepang saat itu baru bisa dijelaskan oleh teknologi jaman sekarang. Dari materialnya, mereka biasa membuat sendiri campuran besi dan arang menjadi sebuah baja karbon (high carbon steel) yang mereka sebut tamahagoni. Kenapa mereka memilih carbon steel? karena ternyata baja dengan kandungan karbon tinggi akan memberikan tingkat kekerasan yang luar biasa yang memang dibutuhkan untuk sebuah katana. Tapi sebetulnya ada negatifnya yaitu karena keras, katana menjadi gampang patah. Itu ternyata bisa mereka siasati dengan proses yang sekarang biasa kita sebut normalizing, annealing, differential hardening, dan tempering. Akibatnya bisa dihasilkan sebuah pedang yang mempunyai kekerasan tinggi di bagian tajamnya, tetapi di bagian yang lainnya tetap menjadi sebuah baja yang lntur dan tidak mudah patah. Sungguh suatu karyacipta yang luar biasa mengingat pedang-pedang pada umumnya hanya melakukan proses tempa dan hardening biasa saja.
Setelah dicekoki oleh aneka cara membuat pedang dan aneka hasil dari pemrosesan aneka material pada katana, niat saya untuk membeli sebuah katana menjadi hilang. Bukan karena saya ingin meninggalkan hobi tersebut, tapi justru karena saya ingin membuat katana saya sendiri :p
Diketiklah "produksi katana bandung" pada google, dan WOW tidak disangka ternyata ada loh tempat bikin katana yang deket di Bandung. T Kardin di Hegarmanah ternyata sudah sangat dikenal sebagai aneka pembuat senjata tajam no-1 se-Indonesia. Bahkan buatannya sampai dikoleksi keluarga cendana dan dijadikan standar senjata tajam yang dipakai KOPASUS :-O Harga yang ditawarkan pun tidak main-main. Pisau yang hanya sepanjang 20cm pun harganya sampai 1jt rupiah lebih. Gila pikirku,, gimana klo katana yang panjangnya sampai 1 meter ya?
Akibatnya niat saya membuat katana saya sendiri pun makin menjadi-jadi. Daripada mahal-mahal bikin di orang, mending bikin sendiri di pandai besi di kampung. Tidak menunggu lama saya gaspol ke daerah hegarmanah untuk mencari workshop beliau untuk mengopi ilmunya :D Setelah bertanya ke beberapa orang yang ada disana baru diketahui kalau bengkelnya sudah pindah ke daerah punclut. Oh tak apalah saya lihat lain kali saja. Langsung saya gaspol lagi ke daerah jatayu atau pasar teknik untuk mencoba mencari bahan katana saya. Ketika saya bertanya "ada baja carbon AISI 1095 ga?" tak disangka mereka yang ada disana tidak mengerti seri baja yang saya tanyakan. Mereka menjawab "adanya juga baja per jang yang biasanya dipake buat bikin pedangmah" -_____- saya yang kurang tahu nama lain dari baja AISI 1095 pun akhirnya menahan diri untuk membeli material karena harus mencari referensi lagi tentang nama lain dari bahan-bahan baja tersebut biar bisa sinkron omongannya ama orang lapangan :D
Agar bermanfaat untuk pecinta katana yang lain seperti saya, insyaallah akan saya posting di blog ini detail tentang hasil pencarian saya mengenai aneka material dari senjata tajam lengkap dengan penjelasan kelebihan dan kekurangannya. Juga akan saya posting penjelasan teknik proses pembuatan katana yang membuat katana itu spesial dari aneka pedang lainnya. Tunggu postingannya ya :)
Subscribe to:
Posts (Atom)